OEE (Hiệu quả thiết bị tổng thể)
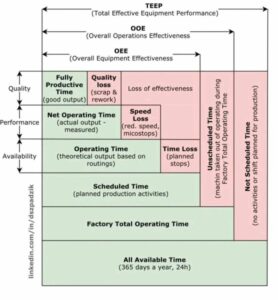
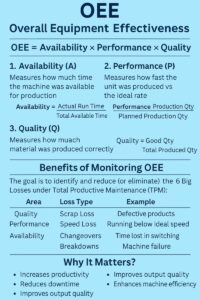
Hiệu suất thiết bị tổng thể (OEE) là một số liệu được sử dụng để đo lường hiệu quả và hiệu quả của thiết bị hoặc quy trình sản xuất. Nó kết hợp ba yếu tố chính — Tính khả dụng, Hiệu suất và Chất lượng — thành một giá trị phần trăm duy nhất phản ánh mức độ sử dụng thiết bị so với toàn bộ tiềm năng của nó khi được lên lịch hoạt động.
OEE đo lường gì
OEE đánh giá:
-
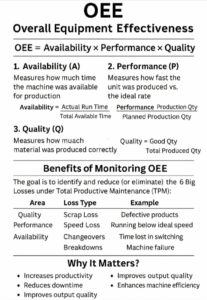
Tính khả dụng: Thời gian hoạt động thực tế so với thời gian sản xuất theo kế hoạch, tính đến thời gian ngừng hoạt động như hỏng hóc, hỏng hóc và chuyển đổi.
-
Hiệu suất: Tốc độ sản xuất so với tốc độ sản xuất lý tưởng hoặc tối đa.
-
Chất lượng: Tỷ lệ các bộ phận tốt được sản xuất so với tổng bộ phận, phản ánh sự từ chối hoặc khuyết tật.
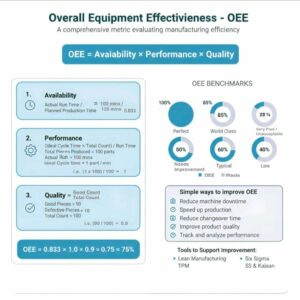
Công thức tính OEE là:
OEE=Mộtvmộttôilmộtbtôiltôity×Performmộtnce×QumộtltôityOEE=Availability×Perfhoặcmance×Quality
OEE 100% có nghĩa là thiết bị chỉ sản xuất các bộ phận tốt, ở tốc độ tối đa, không có bất kỳ sự dừng hoặc ngừng hoạt động nào.
Cách tính toán các thành phần OEE
-
Tính khả dụng = Thời gian chạy ÷ Thời gian sản xuất theo kế hoạch
-
Hiệu suất = (Thời gian chu kỳ lý tưởng × tổng số lượng) ÷ Thời gian chạy
-
Chất lượng = Số lượng tốt ÷ Tổng số lượng
Bằng cách nhân ba yếu tố này, OEE cung cấp một thước đo toàn diện về hiệu quả của thiết bị và làm nổi bật các lĩnh vực cần cải thiện.
Cải thiện OEE
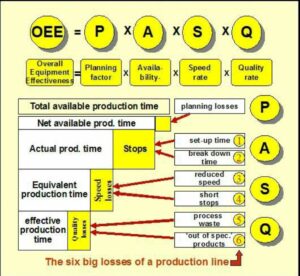
Các chiến lược cải tiến tập trung vào việc giảm tổn thất liên quan đến “Sáu tổn thất lớn”: sự cố, chuyển đổi, dừng nhỏ, mất tốc độ, lỗi khởi động và từ chối. Các kỹ thuật bao gồm:
-
Tự động hóa việc thu thập dữ liệu và giám sát thời gian thực để nhanh chóng xác định các vấn đề.
-
Sử dụng bảo trì dự đoán để giảm thiểu thời gian ngừng hoạt động ngoài kế hoạch.
-
Hợp lý hóa và chuẩn hóa các quy trình để giảm thời gian chuyển đổi và lỗi.
Những cách tiếp cận này cho phép tối ưu hóa hiệu suất liên tục, tính khả dụng của thiết bị tốt hơn và nâng cao chất lượng sản phẩm.
Tóm lại, OEE là một thước đo quan trọng cho hiệu quả sản xuất, tổng hợp tính khả dụng, hiệu suất và chất lượng thành một chỉ số có thể hành động để tối ưu hóa việc sử dụng thiết bị và năng suất.
Aditya Kumar
🔰𝐎𝐄𝐄 (𝐎𝐯𝐞𝐫𝐚𝐥𝐥 𝐄𝐪𝐮𝐢𝐩𝐦𝐞𝐧𝐭 𝐄𝐟𝐟𝐞𝐜𝐭𝐢𝐯𝐞𝐧𝐞𝐬𝐬)🔰 :-
🔷 #Definition-Định nghĩa :-
Đo lường hiệu suất thiết bị, xem xét các yếu tố như tính khả dụng, hiệu suất và chất lượng.
💢 #Components–Thành phần:
1️⃣ #Availability–Khả dụng: – Thời gian hoạt động của thiết bị, tính đến tổn thất do thời gian ngừng hoạt động.
2️⃣ #Performance–Hiệu suất: – Tốc độ thiết bị, tính đến tổn thất do tốc độ.
3️⃣ #Quality–Chất lượng: – Chất lượng sản phẩm, tính đến tổn thất do chất lượng.
🔷 #Calculation–Tính toán: –
💢 #OEE = Khả dụng × Hiệu suất × Chất lượng
🔷 #Benefits–Lợi ích: –
1️⃣ Xác định các điểm kém hiệu quả: – Xác định các lĩnh vực cần cải thiện.
2️⃣ Cải thiện năng suất: – Tối ưu hóa hiệu suất thiết bị.
3️⃣ Giảm thiểu lãng phí: – Giảm thiểu thời gian ngừng hoạt động, tổn thất tốc độ và các vấn đề về chất lượng.
🔰 #Strategies_to_improve_OEE-Chiến_lược_cải_thiện_OEE: –
1️⃣ #Regular_maintenance-Bảo_trì_theo qui định: – Ngăn ngừa thời gian ngừng hoạt động.
2️⃣ #Process_optimization–Tối_ưu_quy_trình: Cải thiện hiệu suất thiết bị.
3️⃣ #Quality_control–Kiểm_soát_chất_lượng: Nâng cao chất lượng sản phẩm.
💢 Bằng cách giám sát và cải thiện OEE, các tổ chức có thể tăng hiệu quả, giảm thiểu lãng phí và nâng cao năng suất tổng thể.
🔰 #Interpreting_OEE_Scores–Diễn_giải_điểm_OEE :-
💢 Mức hiệu suất #OEE%
📍85% trở lên :- Đẳng cấp thế giới
📍 60%-85% :- Trung bình
📍Dưới 60% :- Cần cải thiện
#qualityinspection #qms #qaqc #7qctools
#qualityengineering #pdca #sixsigma #capa
#qualitymanagement #management #training
#productivity #engineering
#careers #projectmanagement #lean
#excellence
#engineers #waste #iso #tutorial #kanban
#kaizen
#iso9001 #leansixsigma #tutorials
#leanmanufacturing
#5s #mechanicalengineering #msa #oee
#industrialengineering #smed #ishikawa #jidoka #pokayoke #andon #7qctools #histogram #qcc #sop #timwood #takttime #pullsystem #kpi #tpm
#ppap #coretools #spc #tpm #automotiveindustry
#controlchart
#iatf16949 #jobinterviews #checksheet
#fishbone #g8d
#paretochart #vsm #iatf #qms #linebalancing
#fmea #vsmstudy #flowchart #histograms #7waste
#3mwaste #apqp #smartgoal #DMAIC #Kaizen #5Why
#BlackBelt #GreenBelt #YellowBelt
kiểm tra chất lượng, qms, qaqc, 7 công cụ qc, kỹ thuật chất lượng, pdca, six sigma, capa, quản lý chất lượng, quản lý, đào tạo, năng suất, kỹ thuật, nghề nghiệp, quản lý dự án, tinh gọn, xuất sắc, kỹ sư, lãng phí, iso, hướng dẫn, kanban, kaizen, iso 9001, tinh gọn six sigma, hướng dẫn, sản xuất tinh gọn, 5s, kỹ thuật cơ khí, msa, oee, kỹ thuật công nghiệp, smed, ishikawa, jidoka, pokayoke, andon, 7 công cụ qc, histogram, qcc, sop, timwood, takttime, hệ thống kéo, kpi, tpm, ppap, công cụ cốt lõi, spc, tpm, ngành công nghiệp ô tô, biểu đồ kiểm soát, iatf 16949, phỏng vấn xin việc, phiếu kiểm tra, fishbone, g8d, biểu đồ Pareto, vsm, iatf, qms, cân bằng dây chuyền, fmea, nghiên cứu vsm, lưu đồ, biểu đồ histogram, 7 lãng phí, 3m lãng phí, apqp, mục tiêu thông minh, DMAIC, Kaizen, 5 Tại sao, Đai Đen, Đai Xanh, Đai Vàng




(23) Post | LinkedIn
(St.)









Tại sao gioăng lại quan trọng? 🔥
Gioăng là vật liệu làm kín được đặt giữa hai bề mặt tiếp xúc—thường là mặt bích—để tạo ra một lớp niêm phong tĩnh kín áp suất, chống rò rỉ.
Chúng là những bộ phận quan trọng trong đường ống, bình chịu áp lực, bộ trao đổi nhiệt, nồi hơi và các cụm cơ khí.
✅ Chức năng chính của gioăng
Ngăn ngừa rò rỉ chất lỏng hoặc khí
Duy trì độ kín khít
Bù đắp cho các bất thường trên bề mặt
Hấp thụ rung động và biến dạng nhiệt
Giảm tiếp xúc kim loại với kim loại và mài mòn
🧩 Yêu cầu chất lượng của một gioăng tốt
Độ đàn hồi – Chịu được rung động, mỏi và chu kỳ nhiệt
Khả năng chống ăn mòn – Tương thích với chất lỏng trong quá trình
Khả năng chống biến dạng dẻo – Duy trì tính toàn vẹn ở nhiệt độ cao
Khả năng nén – Đảm bảo độ kín hiệu quả dưới tải trọng bu lông
Khả năng chống thấm – Ngăn chặn sự xâm nhập của chất lỏng
🏷️ Các loại gioăng
🔹 Gioăng phi kim loại
Vật liệu: Cao su, PTFE, Than chì, CNAF
Tiêu chuẩn: ASME B16.21
Đặc điểm:
Tiết kiệm và mềm
Thích hợp cho áp suất và nhiệt độ thấp
Than chì có thể sử dụng đến ~500 °C
🔹 Gioăng kim loại (RTJ)
Vật liệu: Sắt mềm, Thép carbon, Monel, Hợp kim siêu bền
Tiêu chuẩn: ASME B16.20
Đặc điểm:
Khả năng chịu áp suất và nhiệt độ cao
Yêu cầu tải trọng bu lông cao
Cực kỳ bền chắc (lên đến ~1200 °C)
🔹 Gioăng composite (bán kim loại)
Cấu tạo: Lõi kim loại + chất độn mềm
Tiêu chuẩn: ASME / BS
Đặc điểm:
Phạm vi áp suất-nhiệt độ rộng
Khả năng phục hồi và độ tin cậy làm kín tốt
🔩 Các loại gioăng composite thông dụng
🔸 Gioăng xoắn ốc
Lõi kim loại với chất độn graphite/PTFE
Vòng trong và vòng ngoài
Tuyệt vời cho rung động và chu kỳ nhiệt
Được sử dụng rộng rãi trong đường ống xử lý và bình áp lực
Tiêu chuẩn: BS 3381
🔸 Gioăng bọc kim loại
Chất độn mềm được bao bọc trong lớp vỏ kim loại mỏng
Khả năng chịu nhiệt tốt
Khả năng chịu áp suất vừa phải
Được sử dụng trong bộ trao đổi nhiệt và nồi hơi
🔸 Gioăng Camprofile
Lõi kim loại lượn sóng với lớp phủ mềm
Hiệu suất làm kín cao
Có thể tái sử dụng
Lý tưởng cho các dịch vụ áp suất và nhiệt độ khắc nghiệt
📌 Lựa chọn gioăng Tiêu chí
Định mức nhiệt độ
Định mức áp suất
Loại chất lỏng (ăn mòn / hydrocarbon / hơi nước)
Khả năng chống rung
Tính sẵn có & chi phí
Tuổi thọ dự kiến
⚠️ Việc lựa chọn gioăng không phù hợp có thể dẫn đến rò rỉ, ngừng hoạt động nhà máy hoặc các nguy cơ an toàn nghiêm trọng.
🏭 Ứng dụng phổ biến
Bộ trao đổi nhiệt
Lò hơi
Bình áp lực
Đường ống dẫn dầu khí
Đường ống dẫn nước
🔍 Kết luận:
Gioăng có vẻ đơn giản, nhưng chúng đóng vai trò quan trọng trong sự an toàn, độ tin cậy và hiệu quả hoạt động của các hệ thống công nghiệp.
===
Govind Tiwari, PhD, CQP FCQI
#Engineering #Gaskets #MechanicalEngineering #OilAndGas #ProcessEngineering #PressureVessels #QualityEngineering #ReliabilityEngineering
Kỹ thuật, Gioăng, Kỹ thuật Cơ khí, Dầu khí, Kỹ thuật Quy trình, Bình áp lực, Kỹ thuật Chất lượng, Kỹ thuật Độ tin cậy