Dưới đây là Danh sách kiểm tra toàn diện của Thanh tra hàn:
Giai đoạn trước hàn:
-
Xác minh vật liệu so với bản vẽ và thông số kỹ thuật quy trình hàn (WPS)
-
Kiểm tra độ sạch của bề mặt (không rỉ sét, dầu, sơn, ẩm)
-
Kiểm tra hồ sơ lưu trữ và nướng vật tư hàn
-
Đảm bảo hiệu chuẩn và tình trạng máy hàn
-
Xác nhận các yêu cầu về nhiệt độ làm nóng trước (nếu có)
-
Xác minh thợ hàn có trình độ và chứng nhận cho quy trình và vị trí
-
Xem xét các biện pháp chuẩn bị không gian làm việc và an toàn
Trong giai đoạn hàn:
-
Giám sát các thông số hàn (voltage, dòng điện, tốc độ di chuyển, nhiệt đầu vào)
-
Quan sát trình tự hàn và tuân thủ kỹ thuật
-
Đảm bảo làm sạch interpass giữa các lần chạy mối hàn
-
Kiểm soát và xác minh nhiệt độ đường giao thông
-
Theo dõi các cuộc tấn công hồ quang, bắn tung tóe và gián đoạn
-
Xác minh điều kiện môi trường hàn ngoài trời (gió, độ ẩm)
Giai đoạn sau hàn:
-
Tiến hành kiểm tra trực quan các khuyết tật biên dạng mối hàn: vết cắt, vết nứt, chồng chéo, v.v.
-
Xác minh kích thước cho kích thước, chiều dài, căn chỉnh và biến dạng
-
Thực hiện thử nghiệm không phá hủy (NDT) theo dự án: thử nghiệm chụp X quang (RT), siêu âm (UT), hạt từ tính (MT) hoặc chất xâm nhập chất lỏng (PT)
-
Kiểm tra xử lý nhiệt sau hàn (PWHT) nếu được yêu cầu và xem xét hồ sơ sửa chữa / hàn lại
-
Xác nhận nhận dạng mối hàn, truy xuất nguồn gốc và tính đầy đủ của tài liệu
Kiểm tra / Phát hành Cuối cùng:
-
Đảm bảo tất cả các báo cáo NDT đều được chấp nhận
-
Xác nhận chấp nhận kích thước và hình ảnh cuối cùng
-
Xem xét tài liệu kiểm soát chất lượng và báo cáo kiểm tra
-
Xác minh sự chấp thuận và chữ ký của khách hàng hoặc bên thứ ba
-
Phát hành phiếu phát hành cuối cùng hoặc giấy phép kiểm tra
Danh sách kiểm tra này đảm bảo phạm vi toàn diện về chất lượng hàn và các điểm kiểm tra tuân thủ ở tất cả các giai đoạn chính của hoạt động hàn, hỗ trợ kết quả kiểm tra mối hàn an toàn và đáng tin cậy.
Mohammed Hasnain Nizami
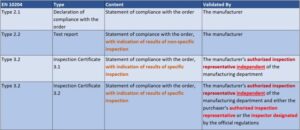
🔍 𝗪𝗲𝗹𝗱𝗶𝗻𝗴 𝗜𝗻𝘀𝗽𝗲𝗰𝘁𝗼𝗿 𝗤𝘂𝗶𝗰𝗸 𝗖𝗵𝗲𝗰𝗸𝗹𝗶𝘀𝘁 – 𝗙𝗶𝗲𝗹𝗱 𝗙𝗼𝗿𝗺𝘂𝗹𝗮𝘀 & 𝗣𝘂𝗿𝗽𝗼𝘀𝗲 💡
Nội dung bên trong?
✔ Các tính toán hàn thiết yếu
✔ Tiêu chuẩn chấp nhận (WPS / ASME / AWS)
✔ Kiểm tra lắp đặt, năng suất và chất lượng mối hàn
✔ Các thông số quyết định nhanh chóng như CE, PCM, CET
✔ Tiện lợi cho việc kiểm tra hiện trường và lập hồ sơ
👨🏭 Là thanh tra viên, trọng tâm là
• Thông số chính xác
• Định cỡ mối hàn chính xác
• Kiểm soát nhiệt lượng đầu vào
• Xử lý vật tư tiêu hao đúng cách
• Truy xuất nguồn gốc và lập hồ sơ
• Tư duy không lỗi ✔
📌 Hãy lưu lại và sử dụng trong công việc kiểm tra hàng ngày của bạn để cải thiện chất lượng, năng suất và tính tuân thủ!
Cùng nhau nâng cao tiêu chuẩn chất lượng hàn 💪✨
#WeldingInspection #WeldingEngineer #QAQC #QualityControl #QualityAssurance #WPS #ASME #AWS #NDT #Piping #Fabrication #WeldQuality #HeatInput #TravelSpeed #WeldingParameters #OilAndGas #Engineering #InspectorLife #WeldingProduction #WeldDefects #PWHT #HardnessTesting #FitUpInspection #WeldingInspector #QCInspector #ConstructionQAQC #PressureVessel #SteelStructure #NonDestructiveTesting #WeldingIndustry
Kiểm tra hàn, Kỹ sư hàn, QAQC, Kiểm soát chất lượng, Đảm bảo chất lượng, WPS, ASME, AWS, NDT, Đường ống, Chế tạo, Chất lượng hàn, Đầu vào nhiệt, Tốc độ di chuyển, Thông số hàn, Dầu khí, Kỹ thuật, Cuộc sống của người kiểm tra, Sản xuất hàn, Lỗi hàn, PWHT, Kiểm tra độ cứng, Kiểm tra lắp ráp, Kiểm tra hàn, Kiểm tra QC, QAQC xây dựng, Bình chịu áp lực, Kết cấu thép, Kiểm tra không phá hủy, Ngành công nghiệp hàn

(St.)






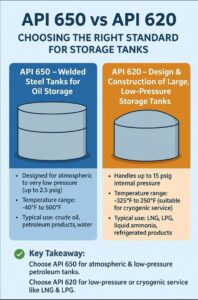
🧭✨ SS316L so với SS904L
Loại thép không gỉ nào hoạt động tốt hơn trong môi trường ăn mòn?
✍️ Đăng bởi: Pipe Line DZ – Battaze Tarek
🇩🇿 Phiên bản 2025 | Tài liệu tham khảo học thuật dành cho Kỹ sư & Thanh tra
—
⚙️ 1️⃣ Điểm chung
Cả hai loại thép đều thuộc họ Thép không gỉ Austenit (SS) và có chung các đặc điểm sau:
Không nhiễm từ trong điều kiện ủ.
Khả năng hàn và tạo hình tuyệt vời.
Khả năng chống oxy hóa và ăn mòn axit nhẹ mạnh.
Không bị tôi cứng bằng nhiệt luyện.
—
🧪 2️⃣ Sự khác biệt chính về thành phần hóa học
Nguyên tố SS316L (%) SS904L (%) Hiệu quả kỹ thuật
Ni 10–14 23–28 Niken cao hơn cải thiện khả năng chống ăn mòn clorua và độ dẻo trong môi trường axit.
Cr 16–18 19–23 Tăng khả năng chống oxy hóa và chống ăn mòn cục bộ.
Mo 2.0–3.0 4.0–5.0 Tăng khả năng chống rỗ trong môi trường clorua.
Cu ≤ 0,5 1,0–2,0 Cải thiện khả năng chống chịu axit mạnh như H₂SO₄ và HCl.
C (tối đa) 0,03 0,02 Giảm nguy cơ nhạy cảm trong quá trình hàn.
🔹 Do đó, SS904L được phân loại là Thép không gỉ Super Austenitic, nhờ hàm lượng Niken, Molypden và Đồng cao hơn.
—
🌊 3️⃣ Hiệu suất ăn mòn
Môi trường Loại SS316L Hiệu suất Quan sát hiệu suất SS904L
Nước biển / Clorua Trung bình Xuất sắc (gần tương đương với Hợp kim 20) 904L cho khả năng chống rỗ và ăn mòn khe hở cao hơn nhiều.
Axit mạnh (H₂SO₄, HCl) Kém Rất tốt Việc bổ sung đồng làm tăng đáng kể khả năng chống axit.
Nhiệt độ cao (≤ 400 °C) Tốt Rất tốt Cả hai đều giữ được độ dẻo dai, nhưng 904L có độ ổn định nhiệt tốt hơn.
Hàn & Tạo hình Dễ dàng Có thể chấp nhận được nhưng cần kiểm soát nhiệt cẩn thận do hàm lượng Niken trong 904L cao hơn.
—
🧭 4️⃣ Ứng dụng điển hình
Ứng dụng công nghiệp bằng thép không gỉ
SS316L Hệ thống đường ống dầu khí, thiết bị lọc dầu, công nghiệp thực phẩm & dược phẩm, môi trường ôn hòa.
SS904L Nhà máy khử muối, thiết bị H₂SO₄ trong nhà máy hóa dầu, hệ thống vận chuyển clorua, thiết bị hàng hải và ngoài khơi.
—
🧩 5️⃣ Tóm tắt
Ưu điểm
Khả năng chống clorua và axit 🏆 SS904L
Khả năng hàn, tính khả dụng, chi phí SS316L
Tuổi thọ trong môi trường khắc nghiệt SS904L
Ứng dụng chung & hiệu quả chi phí SS316L
🔹 Kết luận cuối cùng:
Nếu môi trường vận hành của bạn ở mức trung bình và tiết kiệm chi phí ➜ hãy chọn SS316L.
Nếu hệ thống của bạn phải đối mặt với điều kiện ăn mòn hoặc axit cao ➜ SS904L là lựa chọn tốt hơn.
—
📚 Tài liệu tham khảo toàn cầu:
ASME B31.3 – Đường ống công nghệ
ASTM A312 / A240
NACE MR0175 / ISO 15156
Bảng dữ liệu thép không gỉ Outokumpu 2025
—
🧠 Bài viết giáo dục kỹ thuật – Đường ống DZ
#StainlessSteel #MaterialSelection #CorrosionResistance #PipeLineDZ #Engineering #OilAndGas #ASME #ASTM #NACE