Tính toán mức tiêu thụ điện cực hoặc dây hàn phi lê ước tính lượng vật tư hàn tiêu hao cần thiết dựa trên kích thước mối hàn, hiệu quả quy trình và mật độ vật liệu. Điều này giúp lập kế hoạch vật liệu và ước tính chi phí trong chế tạo. Các công thức phổ biến tính đến khối lượng mối hàn, mật độ (thường là 7,85 g / cm³ đối với thép) và hiệu suất lắng đọng khác nhau tùy theo quy trình như SMAW hoặc GMAW.
Các bước tính toán
Bắt đầu với khối lượng mối hàn phi lê cho kích thước chân bằng nhau: V=0.5×Chân^2×Chiều dài (Chân và Chiều dài theo cùng một đơn vị, ví dụ: mm và m, mang lại cm³). Tính toán trọng lượng kim loại hàn: W=V×7.85/(Hiệu quả×1000) kg, trong đó hiệu suất là số thập phân (ví dụ: 0,60 đối với SMAW). Chia cho trọng lượng điện cực trên một đơn vị hoặc sử dụng tỷ lệ cụ thể của quy trình cho tổng mức tiêu thụ.
Hiệu quả lắng đọng
-
SMAW: 0,55–0,60
-
GMAW: 0.93–0.95
-
FCAW: 0.85–0.90
-
SAW: 0.98–1.00
Ví dụ (Chân 10 mm, Chiều dài 10 m)
Thể tích = 500 cm³. Trọng lượng kim loại hàn: SMAW ≈6,54 kg, GMAW ≈4,17 kg, FCAW ≈4,51 kg, SAW ≈3,96 kg. Quy tắc ngón tay cái (kg / m): SMAW ≈0,0065 × Leg².
Tỷ lệ (kg / m)
| Chiều rộng chân đường hàn (mm) | SMAW | GMAW | FCAW | SAW |
|---|---|---|---|---|
| 6 | 0.18 | 0.13 | 0.14 | 0.13 |
| 8 | 0.32 | 0.25 | 0.27 | 0.25 |
| 10 | 0.65 | 0.42 | 0.45 | 0.40 |
| 12 | 0.98 | 0.62 | 0.68 | 0.59 |

Video chi tiết về tính Vật tư Hàn: https://lnkd.in/gq4w-Zvd
Bài viết chi tiết: https://lnkd.in/eegSj_U8
Tải xuống bảng tính vật tư hàn excel từ liên kết bên dưới
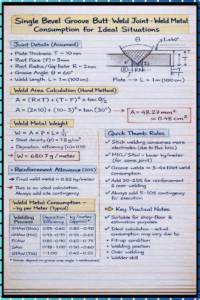
𝙎𝙞𝙣𝙜𝙡𝙚 𝘽𝙚𝙫𝙚𝙡 𝙂𝙧𝙤𝙤𝙫𝙚 𝘽𝙪𝙩𝙩 𝙒𝙚𝙡𝙙 𝙅𝙤𝙞𝙣𝙩 –𝙒𝙚𝙡𝙙 𝙈𝙚𝙩𝙖𝙡 𝘾𝙤𝙣𝙨𝙪𝙢𝙥𝙩𝙞𝙤𝙣 (𝙄𝙙𝙚𝙖𝙡 𝙎𝙞𝙩𝙪𝙖𝙩𝙞𝙤𝙣)
🔹 𝙅𝙤𝙞𝙣𝙩 𝘿𝙚𝙩𝙖𝙞𝙡𝙨 (Thông số)
• Độ dày tấm (T) = 10 mm
• Mặt chân mối hàn (F) = 3 mm
• Bán kính chân mối hàn / hệ số khe hở (R) = 2 mm
• Góc rãnh (θ) = 60°
• Chiều dài mối hàn (L) = 1 mét (100 cm)
⸻
🔹 Thông số hàn (Thông số)
A = (R × T) + (T − F)² × tan(θ / 2)
A = (2 × 10) + (10 − 3)² × tan(30°)
➡️ A ≈ 48,27 mm² ≈ 0,48 cm²
⸻
🔹 Công suất hàn trung bình (W)
W = A × ρ × L × (1 / η)
• Mật độ thép (ρ) = 7,8 g/cm³
• Hiệu suất lắng đọng (η – SMAW) = 0,55
➡️ W ≈ 680,7 g/mét
⸻
🔹 Lượng kim loại hàn dư (20%)
➡️ Lượng kim loại hàn cuối cùng ≈ 0,82 kg/mét
📌 Đây là tính toán lý tưởng. Luôn luôn cộng thêm dự phòng tại công trường.
⸻
🔹 Hệ số ma sát điện môi – kg / Meter (Điển hình/Thực tế)
• Hàn que (SMAW): η = 0.55–0.60 | 0.80-0.90 |
• Hàn MIG (GMAW): η = 0.93–0.95 |0.55-0.65 |
• Hàn FCAW: η = 0.85–0.90 |0.65-0.75 |
• CƯA: η = 0,98–1,00 |0,50-0,60|
• GTAW (TIG): η = ~1,0 |0,45-0,55|
(Giá trị phụ thuộc vào kích thước rãnh, góc và cốt thép)
⸻
🔹 Lưu ý nhanh
✔️ Thích hợp cho mục đích ước tính và tính toán tại xưởng
✔️ Tính toán lý tưởng – mức tiêu thụ thực tế có thể thay đổi do:
• Tình trạng lắp ráp
• Vị trí hàn
• Hàn quá mức
• Kỹ năng thợ hàn
⚡ Quy tắc nhanh (Rất hữu ích tại công trường)
✔️ Hàn que tiêu thụ nhiều điện cực hơn do hao hụt thuốc hàn
✔️ Hàn MIG / SAW = lượng kg/mét thấp hơn cho cùng một mối hàn
✔️ Mối hàn rãnh ≈ 3–4 lần mức tiêu thụ mối hàn góc
✔️ Cộng thêm 20–25% cho cốt thép & Hàn quá mức
✔️ Luôn thêm 5-10% dự phòng cho việc thi công
#WeldingEngineering #WeldMetalConsumption #WeldingCalculations #GrooveWeld
#ButtWeld #SingleBevelGroove #SMAW #GMAW #FCAW #SAW
#FabricationEngineering #WeldingInspection #ShopFloorEngineering
#SteelFabrication #PracticalEngineering #EngineeringExplained
Kỹ thuật hàn, Tiêu thụ kim loại hàn, Tính toán hàn, Hàn rãnh, Hàn đối đầu, Hàn rãnh vát đơn, SMAW, GMAW, FCAW, SAW, Kỹ thuật chế tạo, Kiểm tra hàn, Kỹ thuật xưởng, Chế tạo thép, Kỹ thuật thực tiễn, Giải thích kỹ thuật
Chia sẻ
(Ghi chú đơn giản tại công trường)Nhiều kỹ sư gặp khó khăn trong việc ước tính nhanh lượng tiêu thụ vật liệu hàn tại công trường. Dưới đây là phương pháp từng bước đơn giản, chính xác như cách chúng tôi tính toán trong thực tế 👇
━━━━━━━━━━━━━━━━━━━━━
✍️ BƯỚC 1: Thể tích mối hàn góc
Đối với mối hàn góc có cạnh bằng nhau:
V = 0.5 × Chiều dài cạnh² × Chiều dài mối hàn
Trong đó,
• Chiều dài cạnh = kích thước góc (mm)
• Chiều dài = chiều dài mối hàn
━━━━━━━━━━━━━━━━━━━━━
✍️ BƯỚC 2: Trọng lượng kim loại mối hàn
W = (Thể tích × Mật độ) / Hiệu suất
Trong đó,
• Mật độ thép = 7,85 g/cm³
• Hiệu suất hàn phụ thuộc vào quy trình
Hiệu suất hàn:
• SMAW → 0,55 – 0,60
• GMAW → 0,93 – 0,95
• FCAW → 0,85 – 0,90
• SAW → 0,98 – 1,00
━━━━━━━━━━━━━━━━━━━━━
🧮 Ví dụ tính toán
Kích thước chân mối hàn = 10 mm
Chiều dài mối hàn = 10 m
Thể tích = 0,5 × 10² × 10
Thể tích = 500 cm³
Trọng lượng kim loại hàn:
• SMAW ≈ 6,54 kg
• GMAW ≈ 4,17 kg
• FCAW ≈ 4,51 kg
• SAW ≈ 3,96 kg
━━━━━━━━━━━━━━━━━━━━━
📊 Lượng tiêu thụ kim loại hàn (kg/mét)
6 mm → 0,18 | 0,13 | 0,14 | 0,13
8 mm → 0,32 | 0,25 | 0,27 | 0,25
10 mm → 0,65 | 0,42 | 0,45 | 0,40
12 mm → 0,98 | 0,62 | 0,68 | 0,59
━━━━━━━━━━━━━━━━━━━━━
⚡ Quy tắc nhanh (kg/m)
• SMAW ≈ 0,0065 × Leg²
• GMAW ≈ 0,0042 × Leg²
• FCAW ≈ 0,0048 × Leg²
• SAW ≈ 0,0041 × Chân²
━━━━━━━━━━━━━━━━━━━━━
✅ Những quy tắc đơn giản này rất hữu ích cho:
✔ Ước tính chi phí
✔ Lập kế hoạch vật liệu
✔ Kiểm tra nhanh tại công trường
Nếu bạn thấy hữu ích, hãy lưu lại và chia sẻ với đội ngũ hàn của bạn 👨🏭👩🏭
#FilletWeld #WeldingEngineering #WeldCalculation #WeldMetalConsumption #WeldingEstimator #FabricationEngineering #StructuralFabrication #WeldingInspection #SMAW #GMAW #FCAW #SAW #WeldCosting #SiteEngineering #MechanicalEngineering #QualityControl #ManufacturingEngineering #SteelFabrication #EngineeringNotes