Bài đăng số 5 – Tiêu chí chấp nhận căn chỉnh mặt bích (ASME PCC-1, Phụ lục E)
Trước khi bắt đầu siết, phải xác minh căn chỉnh mặt bích. Ngay cả những miếng đệm và kiểu siết chặt tốt nhất cũng không thể bù cho các mặt bích không thẳng hàng.
ASME PCC-1 (Phụ lục E) định nghĩa các tiêu chí chấp nhận rõ ràng cho việc căn chỉnh mặt bích. Sau đây là những điều cần thiết:
1. Độ lệch góc (Độ song song của mặt bích)
Đo bằng thước đo độ dày hoặc thước cặp.
Dung sai: Không quá 0,8 mm trên đường kính mặt bích.
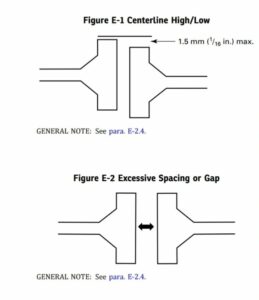
2. Độ lệch (Độ lệch hướng tâm)
Mặt bích phải được căn giữa—lỗ bu lông phải thẳng hàng.
Dung sai: Độ lệch đường tâm tối đa 1,5 mm.
3. Độ lệch quay (Độ xoắn lỗ bu lông)
Lỗ bu lông phải thẳng hàng để dễ lắp bu lông.
Dung sai: Độ lệch quay tối đa 3 mm trên vòng tròn bu lông 600 mm.
Đảm bảo căn chỉnh mặt bích đúng cách là bước không thể thương lượng để đạt được hiệu suất không rò rỉ.
Đo trước, siết chặt sau.
#FlangeManagement #ASMEPCC1 #FlangeAlignment #BoltedJoints #MaintenanceMatters #JointIntegrity #ShutdownTurnaround #GasketSealing
Quản lý mặt bích, ASME PCC1, Căn chỉnh mặt bích, Mối nối bu lông, Vấn đề bảo trì, Tính toàn vẹn của mối nối, Tái sử dụng, Khóa gioăng


Ý kiến bạn đọc (0)