PWHT rất cần thiết vì hàn tạo ra gradient nhiệt đáng kể gây ra ứng suất dư và có thể làm thay đổi cấu trúc vi mô của kim loại, dẫn đến tăng độ cứng nhưng giảm độ dẻo dai. Bằng cách áp dụng PWHT một cách cẩn thận, các ứng suất này được phân bổ lại và giảm xuống mức chấp nhận được, giảm thiểu sự hình thành pha giòn và ngăn ngừa các hỏng hóc như nứt hoặc gãy nghiêm trọng trong các bộ phận quan trọng. PWHT là bắt buộc hoặc được khuyến nghị mạnh mẽ trong nhiều ngành công nghiệp, bao gồm dầu khí, hạt nhân, hóa dầu và sản xuất điện, đặc biệt đối với các vật liệu có độ bền cao hoặc dày, nơi nhạy cảm với nứt do ăn mòn do ứng suất là mối quan tâm.
Các thông số quy trình như nhiệt độ, thời gian giữ và tốc độ làm mát phụ thuộc vào các yếu tố như loại vật liệu, độ dày, quy trình hàn và điều kiện sử dụng. Các mã và tiêu chuẩn như ASME Phần VIII và ASME B31.3 quy định các yêu cầu đối với PWHT, bao gồm cả sự cần thiết dựa trên hóa học và độ dày của vật liệu. PWHT được thực hiện chính xác duy trì độ bền, chất lượng và độ dẻo của vật liệu, trong khi PWHT không chính xác hoặc bỏ qua có thể dẫn đến giảm độ bền kéo, độ bền rão, độ dẻo dai của rãnh và tăng tính nhạy cảm với ăn mòn.
Tóm lại, PWHT cải thiện chất lượng và độ bền của mối hàn bằng cách giảm ứng suất, tăng cường tính chất luyện kim và đảm bảo tuân thủ các quy tắc an toàn cho các ứng dụng quan trọng. Đây là một bước quan trọng trong quy trình hàn, nơi tính toàn vẹn của cấu trúc và hiệu suất lâu dài là điều tối quan trọng.
Tham khảo:
-
Xử lý nhiệt sau mối hàn (PWHT) là gì? Quy trình, ưu điểm của nó và hơn thế nữa
-
Xử lý nhiệt sau hàn – Wikipedia tiếng Việt
-
Xử lý nhiệt sau mối hàn (PWHT): Hướng dẫn chuyên sâu – EPCLand
-
Xử lý nhiệt sau hàn | Quá nhiệt
Krishna Nand Ojha
🔥Xử lý Nhiệt Sau Hàn (PWHT) – Xương sống Ẩn của Tính Toàn vẹn Mối hàn
Trong các ngành công nghiệp có rủi ro cao như Dầu khí, Hóa dầu, Điện và Lọc dầu, PWHT không chỉ là một mục kiểm tra — mà còn là một quy trình kỹ thuật quan trọng, quyết định tính an toàn, độ tin cậy và tuổi thọ của thiết bị áp lực và hệ thống đường ống.
🔍 PWHT chính xác là gì? Xử lý nhiệt sau hàn (PWHT) là quá trình gia nhiệt và làm nguội có kiểm soát được áp dụng cho chi tiết hàn sau khi hàn.
Mục đích của nó là gì? Để giảm ứng suất dư, tinh chỉnh cấu trúc vi mô và khôi phục các đặc tính cơ học bị ảnh hưởng trong quá trình hàn.
Trong quá trình hàn, quá trình gia nhiệt và làm nguội nhanh tạo ra ứng suất kéo dư trong và xung quanh vùng hàn. Nếu không được xử lý, những ứng suất này có thể dẫn đến:
⚠️ Gãy giòn
⚠️ Nứt do hydro (HIC)
⚠️ Nứt do ăn mòn ứng suất (SCC) – đặc biệt là trong môi trường làm việc chua (H₂S).
🎯 Tại sao nên thực hiện PWHT
PWHT mang lại nhiều lợi ích về mặt luyện kim và cơ học:
🔹 Giảm ứng suất bên trong và ứng suất dư
🔹 Cho phép khuếch tán hydro bị giữ lại (ngăn ngừa nứt chậm)
🔹 Giảm độ cứng và phục hồi độ dẻo trong vùng HAZ
🔹 Tăng cường khả năng chống rão và mỏi cho ứng dụng nhiệt độ cao
🔹 Cải thiện độ bền mối hàn tổng thể và độ ổn định kích thước
Khi nào cần sử dụng PWHT?
Nhu cầu về PWHT phụ thuộc vào một số yếu tố, bao gồm:
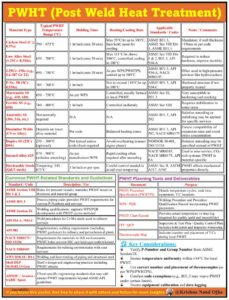
🔹 Vật liệu – Thép cacbon, hợp kim Cr-Mo, thép hợp kim thấp, thép không gỉ martensitic
🔹 Độ dày – Theo ASME B31.3, PWHT được yêu cầu cho các mối hàn thép cacbon >19 mm
🔹 Ứng dụng – Điều kiện tải trọng áp suất cao, nhiệt độ cao, tải trọng chua hoặc tải trọng tuần hoàn
🔹 Tiêu chuẩn & Thông số kỹ thuật – ASME Mục VIII, ASME B31.3, API 582, API 934-A, NACE MR0175/MR0103
🔹 Yêu cầu của khách hàng – Tùy thuộc vào triết lý thiết kế và mức độ quan trọng của dịch vụ
PWHT – Tổng quan từng bước
1️⃣ Lập kế hoạch & Thẩm định:
Xác định nhiệt độ PWHT, thời gian giữ và tốc độ gia nhiệt/làm nguội trong WPS, được xác nhận thông qua PQR. Xác định vị trí cặp nhiệt điện và đảm bảo hiệu chuẩn.
2️⃣ Gia nhiệt sơ bộ (nếu cần):
Được áp dụng trước khi hàn hoặc PWHT đối với thép Cr-Mo hoặc thép hợp kim để tránh nứt nguội và sốc nhiệt.
3️⃣ Gia nhiệt có kiểm soát:
Tăng nhiệt độ từ từ (thường ≤55°C/giờ đối với thép cacbon) để tránh biến dạng và nứt.
4️⃣ Ngâm:
Duy trì nhiệt độ quy định (thường là 620–740°C) trong thời gian giữ nhiệt cần thiết — thường là 1 giờ cho mỗi inch độ dày.
5️⃣ Làm nguội có kiểm soát:
Làm nguội dần (≤55°C/giờ xuống 300°C), sau đó làm mát bằng không khí để giảm thiểu sự hình thành ứng suất mới.
6️⃣ Kiểm tra & Xem xét hồ sơ:
Tất cả biểu đồ PWHT, số đọc cặp nhiệt điện và hồ sơ hiệu chuẩn đều được QA/QC và Đại diện Khách hàng xác minh và lưu trữ trong MDR/TOP để tuân thủ.
#PWHT #WeldingEngineering #HeatTreatment #Metallurgy
PWHT, Kỹ thuật Hàn, Xử lý Nhiệt, Luyện kim
(St.)

Ý kiến bạn đọc (0)