Có, ASME Phần VIII, Div.1 quy định các mức độ khác nhau của các yêu cầu thử nghiệm bức xạ (RT) đối với các mối hàn dựa trên danh mục khớp, thiết kế tàu và mức độ kiểm tra. Các mức này — RT-1, RT-2, RT-3 và RT-4 — ảnh hưởng trực tiếp đến các giá trị hiệu suất khớp nối (E) được sử dụng trong tính toán độ dày. Mức RT cao hơn cho phép hiệu quả tối đa (E = 1.0), trong khi mức thấp hơn làm giảm hiệu quả đó.
Mức RT được xác định
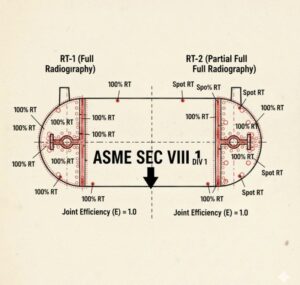
RT-1 yêu cầu chụp X quang đầy đủ tất cả các mối hàn đối đầu Loại A và B (và đôi khi là C / D), đạt được E = 1,0 cho các mối nối Loại 1 hoặc 2.
RT-2 yêu cầu RT đầy đủ trên các khớp tới hạn cụ thể cộng với RT điểm ở những nơi khác, cũng mang lại E = 1.0 khi đáp ứng các tiêu chí UW-11 (a) (5).
RT-3 và RT-4 liên quan đến RT tại chỗ hoặc không có RT, giới hạn E lần lượt là 0,85 hoặc 0,70, phù hợp với các khớp Loại C / D ít quan trọng hơn.
Danh mục chung
-
Loại A: Đường nối vỏ/đầu dọc hoặc đường nối đầu theo chu vi — thường là RT đầy đủ (RT-1).
-
Loại B: Các đường nối vỏ theo chu vi — thường có điểm RT (RT-3) trừ khi RT đầy đủ được chỉ định.
-
Loại C / D: Mối hàn vòi phun / mặt bích — RT tối thiểu trừ khi kích thước / độ dày kích hoạt nhiều hơn.
Các quy tắc này theo UW-11 và UW-12 đảm bảo an toàn đồng thời tối ưu hóa chi phí chế tạo.
Hiểu về ASME_Section_VIII Div_1: RT-1 so với RT-2 – Sự khác biệt là gì?*
Trong chế tạo bình áp lực, kiểm tra chụp X-quang (RT) rất quan trọng để đảm bảo tính toàn vẹn cấu trúc. Tiêu chuẩn ASME Phần VIII, Div. 1, quy định các mức độ yêu cầu RT khác nhau cho các mối hàn, chủ yếu được xác định là RT-1, RT-2, RT-3 và RT-4.
Cả *RT-1* và *RT-2* đều thuộc loại *Chụp X-quang toàn diện* theo UG-116(e) và UW-11(a), và mỗi loại đều cung cấp *Hiệu suất mối hàn tối đa (E = 1.0)* cho vỏ và nắp trong các tính toán thiết kế.
Tuy nhiên, sự nhầm lẫn thường phát sinh do sự khác biệt về phạm vi kiểm tra.
➡️ *Sự khác biệt cốt lõi:*
Sự khác biệt nằm ở *mối hàn nào* phải chịu chụp X-quang toàn diện. Mặc dù cả hai đều mang lại những lợi ích thiết kế tương tự, *RT-1* thường yêu cầu phạm vi kiểm tra toàn diện hơn *RT-2*.
Tiêu chuẩn ASME VIII Phần 1 phân loại các mối hàn thành bốn nhóm (A, B, C, D) dựa trên hướng và vị trí của chúng trên bình chứa, và RT-1/RT-2 xác định phạm vi kiểm tra phóng xạ cần thiết cho mỗi nhóm.
—
*Tóm lại:* Việc lựa chọn mức độ kiểm tra phóng xạ phù hợp không chỉ ảnh hưởng đến việc tuân thủ quy định, mà còn ảnh hưởng đến chi phí chế tạo, phạm vi kiểm tra và tài liệu — vì vậy, hiểu rõ sự khác biệt là rất quan trọng.
#ASME #PressureVessel #Radiography #NDT #WeldingInspection #MechanicalEngineering #RT1vsRT2 #FabricationQuality

Ý kiến bạn đọc (0)