Thép không gỉ 304 so với 316


Thép không gỉ 304 so với 316
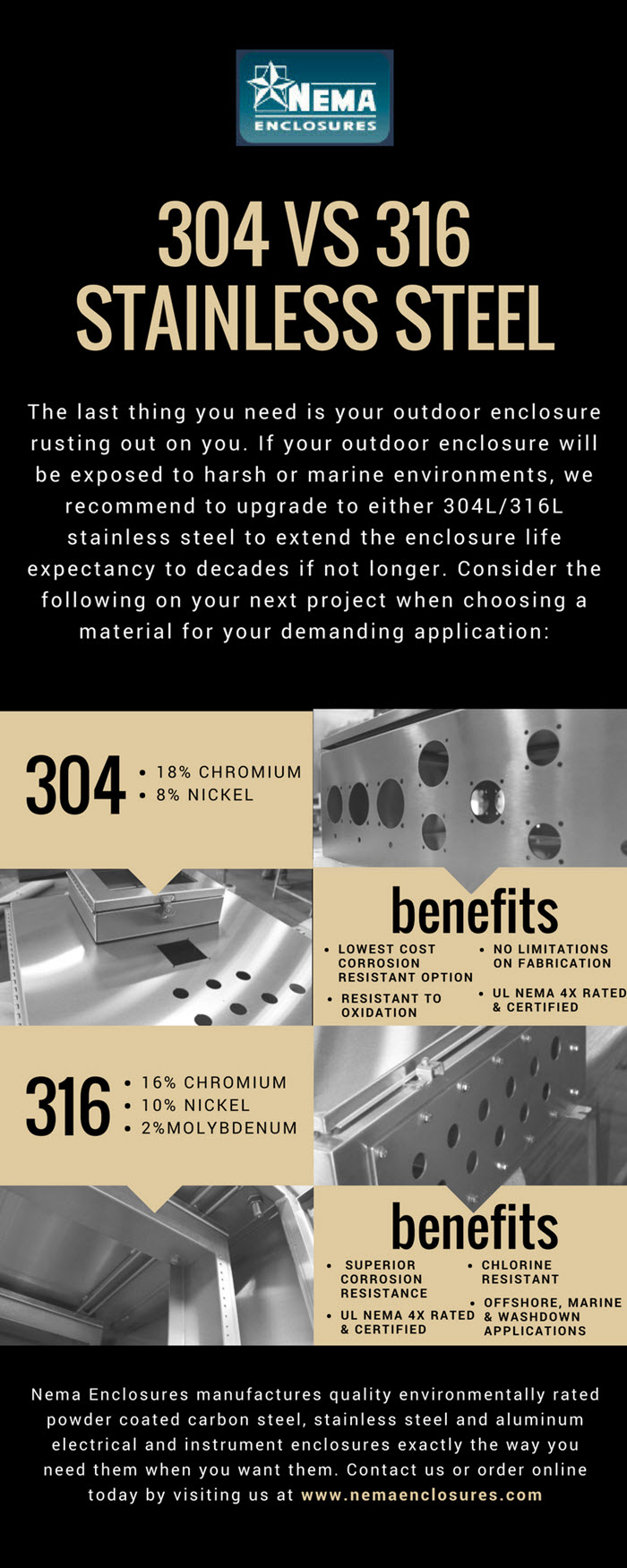
Thép không gỉ 304 và 316 là hai trong số các loại được sử dụng rộng rãi nhất cho các ứng dụng thương mại và công nghiệp. Mặc dù cả hai đều thuộc họ austenitic, nhưng thành phần và tính chất của chúng khác nhau theo những cách quan trọng, ảnh hưởng đến sự phù hợp của chúng cho các mục đích sử dụng khác nhau.
| Yếu tố | 304 Thép không gỉ | 316 Thép không gỉ |
|---|---|---|
| Crom | ~18% | ~16% |
| Niken | ~8% | ~10% |
| Molypđen | 0% | 2–3% |
Sự khác biệt chính là việc bổ sung 2–3% molypden trong 316, không có trong 304.
-
: Cung cấp khả năng chống ăn mòn tuyệt vời trong hầu hết các môi trường nhẹ. Tuy nhiên, nó dễ bị ăn mòn rỗ và kẽ hở hơn — đặc biệt là trong môi trường biển hoặc clorua cao.
-
: Hàm lượng molypden cải thiện đáng kể khả năng chống lại clorua, axit không oxy hóa và nước mặn. Do đó, nó được khuyến khích cho các môi trường hóa chất biển, ven biển và khắc nghiệt.
-
Cả hai loại đều cung cấp độ bền tốt và dễ dàng chế tạo và hàn.
-
316 cung cấp độ bền được nâng cao một chút do molypden nhưng cả cấp 304 và 316 (và các phiên bản carbon thấp của chúng, 304L / 316L) thường được sử dụng trong xây dựng và sản xuất.
-
Cả hai đều chịu được nhiệt độ cao tốt, nhưng 316 vẫn duy trì các đặc tính của nó ở nhiệt độ thậm chí còn cao hơn do các nguyên tố hợp kim của nó.
-
tiết kiệm chi phí hơn, có sẵn rộng rãi và đủ cho các ứng dụng chung.
-
đắt hơn do hàm lượng niken cao hơn và bổ sung molypden, nhưng việc đầu tư có thể dẫn đến tuổi thọ tốt hơn đáng kể trong môi trường ăn mòn.
| Ứng dụng | 304 Thép không gỉ | 316 Thép không gỉ |
|---|---|---|
| Đường ống nước | ✓ | |
| Storage tanks | ✓ | |
| Indoor electrical enclosures | ✓ | |
| Thiết bị và thiết bị nhà bếp | ✓ | ✓ |
| Trang trí trang trí | ✓ | |
| Thiết bị/môi trường hàng hải | ✓ | |
| Thiết bị dược phẩm | ✓ | |
| Xử lý hóa chất | ✓ | |
| Thiết bị y tế | ✓ |
304 lý tưởng cho đồ dùng nhà bếp nói chung, trang trí ô tô, bể chứa nước và các thiết bị. 316 được ưu tiên cho chế biến thực phẩm, nhà máy hóa chất, dược phẩm, y tế và các ứng dụng ngoài trời / hàng hải.
| Tính năng | 304 Thép không gỉ | 316 Thép không gỉ |
|---|---|---|
| Chống ăn mòn | Tuyệt vời trong môi trường ôn hòa | Vượt trội, ngay cả trong môi trường mặn hoặc giàu hóa chất |
| Hàm lượng molypden | Không có | 2–3% |
| Chi phí | Thấp | Trên |
| Sử dụng điển hình | Đa năng, trong nhà | Khắc nghiệt, ven biển, hóa chất |
-
khi bạn cần một loại thép không gỉ thân thiện với ngân sách, phổ biến rộng rãi cho các ứng dụng trong nhà, nhẹ hoặc đa năng.
-
khi yêu cầu khả năng chống ăn mòn vượt trội — đặc biệt là trong môi trường biển, hóa chất hoặc tiếp xúc với muối.
Tóm lại: nếu ăn mòn, đặc biệt là từ môi trường mặn hoặc ăn da, không phải là mối quan tâm lớn, thì 304 cung cấp chất lượng và giá trị. Nếu cần thêm độ bền và khả năng chống lại hóa chất hoặc muối, nâng cấp lên 316 có thể kéo dài tuổi thọ thiết bị và giảm chi phí bảo trì lâu dài.




🚀 Giải mã Thế tiến thoái lưỡng nan của Thép không gỉ: 304 so với 316 – Loại nào thống trị?
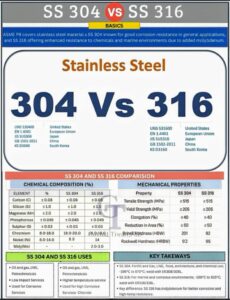
Bạn đã bao giờ rơi vào tình huống khó xử khi lựa chọn vật liệu, cân nhắc ưu điểm của SS 304 so với SS 316 chưa? Đồ họa cực kỳ sâu sắc này phân tích hoàn hảo những điểm khác biệt chính, và đây là tài liệu không thể bỏ qua cho bất kỳ ai làm việc trong lĩnh vực kỹ thuật, sản xuất hoặc chuỗi cung ứng.
Theo ASME P8, cả hai đều là những cường quốc về thép không gỉ, nhưng những điểm khác biệt tinh tế của chúng lại tạo nên sự khác biệt lớn trong các ứng dụng thực tế. Hãy cùng tìm hiểu những điểm chính sau:
Những điểm chính từ bài so sánh:
•Ưu điểm của Molypden (Mo): Điểm khác biệt lớn nhất nằm ở Molybdenum. Thép không gỉ SS 316 chứa 2,0-3,0% Molypden, một thành phần đột phá giúp tăng cường đáng kể khả năng chống ăn mòn rỗ, đặc biệt là trong môi trường giàu clorua và môi trường biển. Đây là lý do tại sao bạn thường thấy thép không gỉ SS 316 trong các ứng dụng đòi hỏi khắt khe như hóa dầu và kết cấu hàng hải.
•Chống ăn mòn hàng đầu: Trong khi thép không gỉ SS 304 có khả năng chống ăn mòn tốt nói chung, thép không gỉ SS 316 lại dẫn đầu trong các môi trường khắc nghiệt, ăn mòn. Hãy nghĩ mà xem: nếu ứng dụng của bạn liên quan đến hóa chất, nước mặn hoặc nhiệt độ cao, thép không gỉ SS 316 là lựa chọn lý tưởng cho độ bền và độ tin cậy.
•Độ bền cơ học: Cả hai loại thép đều thể hiện các đặc tính cơ học ấn tượng, bao gồm độ bền kéo và độ bền chảy cao. Tuy nhiên, lựa chọn thường phụ thuộc vào môi trường cụ thể và loại khả năng chống ăn mòn cần thiết.
Lựa chọn theo ứng dụng cụ thể
• SS 304: Vật liệu làm việc hàng ngày của bạn! Lý tưởng cho dầu khí, LNG, chế biến thực phẩm, kiến trúc và hóa chất nói chung. Nó linh hoạt và tiết kiệm chi phí cho những môi trường ít khắc nghiệt.
• SS 316: Người hùng hạng nặng! Không thể thiếu cho các ứng dụng nhiệt độ cao, hóa dầu, và đặc biệt là những nơi có nguy cơ tiếp xúc với clorua. Khả năng chống ăn mòn vượt trội của nó khiến nó trở thành một khoản đầu tư khôn ngoan cho cơ sở hạ tầng quan trọng.
Tại sao điều này lại quan trọng:
Việc lựa chọn thép không gỉ phù hợp không chỉ là vấn đề chi phí; mà còn là việc đảm bảo tính toàn vẹn, an toàn và tuổi thọ cho các dự án của bạn. Một sự khác biệt nhỏ về thành phần có thể dẫn đến những thay đổi đáng kể về hiệu suất và nhu cầu bảo trì sau này.
Ảnh: Govind Tiwari,PhD