bộ phận lắp ráp, lập kế hoạch bảo trì, rickysmithcmrp
(St.)
Chia sẻ
Tiêu chuẩn API 610 (ISO 13709) cung cấp hướng dẫn chi tiết về việc lựa chọn loại vật liệu cho máy bơm ly tâm được sử dụng trong các ngành công nghiệp dầu khí, hóa dầu và khí đốt tự nhiên. Các điểm chính để hướng dẫn lựa chọn nguyên liệu như sau:
Phụ lục G của API 610 / ISO 13709 bao gồm hướng dẫn lựa chọn lớp vật liệu (Bảng G.1) đề xuất các loại vật liệu thích hợp cho các điều kiện dịch vụ khác nhau như nhiệt độ, áp suất và loại chất lỏng. Phụ lục này đóng vai trò là tài liệu tham khảo để giúp lựa chọn tài liệu dựa trên môi trường dịch vụ dự kiến1346.
Người mua có trách nhiệm chỉ định loại vật liệu cho các bộ phận của máy bơm, như đã nêu trong API 610 điều khoản 6.12.4.1. Phụ lục G cung cấp hướng dẫn, nhưng quyết định cuối cùng thuộc về người mua, người nên xem xét các thông số quy trình và kinh nghiệm vận hành để đảm bảo an toàn và độ tin cậy5.
Vật liệu phải tuân thủ các tiêu chuẩn hiện hành về khả năng chống ăn mòn, nứt ăn mòn ứng suất và độ cứng. Ví dụ, vật liệu cho dịch vụ nứt ăn mòn ứng suất sunfua và clorua phải đáp ứng các yêu cầu của NACE MR0175 (ISO 15156-1)6.
Vật liệu giảm độ cứng, nếu được chỉ định, cũng phải tuân thủ ISO 15156-1 để ngăn ngừa nứt ăn mòn ứng suất trong môi trường dịch vụ chua6.
Nhận dạng vật liệu tích cực (PMI) và kiểm tra không phá hủy (NDE) là bắt buộc đối với các bộ phận ranh giới áp suất để xác minh sự phù hợp của vật liệu, đặc biệt là đối với vật liệu hợp kim và mối hàn8.
Hướng dẫn lựa chọn cũng xem xét phạm vi nhiệt độ và áp suất, với các loại vật liệu được phân loại phù hợp cho các dịch vụ nước ngọt, nước ngưng, hydrocacbon và chua4.
Người mua phải chỉ định đúng loại vật liệu dựa trên điều kiện quy trình và hướng dẫn API 610.
Phụ lục G Bảng G.1 giúp lựa chọn vật liệu phù hợp với các dịch vụ cụ thể.
Tuân thủ các tiêu chuẩn NACE / ISO về dịch vụ chua và nứt ăn mòn ứng suất là bắt buộc.
Xác minh vật liệu thông qua PMI và NDE là bắt buộc đối với các thành phần quan trọng.
Hợp tác với các nhà sản xuất máy bơm có kinh nghiệm có thể giúp tránh lựa chọn vật liệu không chính xác và đảm bảo độ tin cậy lâu dài5.
Cách tiếp cận này đảm bảo rằng máy bơm ly tâm đáp ứng các tiêu chí hiệu suất, an toàn và tuổi thọ cần thiết trong các điều kiện vận hành quy định theo Tiêu chuẩn API 610 / ISO 13709.
Lựa chọn vật liệu cách nhiệt đường ống thích hợp cho các dự án Kỹ thuật, Mua sắm và Xây dựng (EPC) đòi hỏi phải cân bằng hiệu suất nhiệt, điều kiện môi trường, an toàn và chi phí. Các cân nhắc chính bao gồm phạm vi nhiệt độ, tiếp xúc với độ ẩm, khả năng chống cháy và tuân thủ các quy tắc địa phương. Dưới đây là cách tiếp cận có cấu trúc để lựa chọn vật liệu:
Phạm vi nhiệt độ
Vật liệu cách nhiệt phải chịu được nhiệt độ hoạt động của hệ thống:
Nhiệt độ cao (≥200°C): Canxi silicat (khả năng chịu nhiệt tuyệt vời, chịu ẩm)27 hoặc sợi gốm (độ ổn định nhiệt cực cao cho lò / lò nung)2.
Nhiệt độ thấp (≤0°C): Polyisocyanurate (PIR) cho các ứng dụng đông lạnh (ví dụ: LNG)2 hoặc bọt phenolic (chống ẩm và chống cháy cho nước lạnh)2.
Nhiệt độ môi trường đến trung bình: Sợi thủy tinh (cách nhiệt / cách âm đa năng)2 hoặc bông khoáng (chống cháy để sưởi ấm công nghiệp)2.
Khả năng chống ẩm
Quan trọng đối với môi trường ngoài trời hoặc ẩm ướt. Bọt polyurethane1 và bọt phenolic2 chống lại sự xâm nhập của hơi ẩm, ngăn ngừa nấm mốc và suy giảm hiệu suất.
3. An toàn cháy nổ
Bông khoáng và sợi gốm có khả năng chống cháy vượt trội, khiến chúng trở nên lý tưởng cho các môi trường công nghiệp có rủi ro cao23.
4. Điều kiện cụ thể của dự án
| Ứng dụng | Vật liệu được đề xuất | Thuộc tính chính |
|---|---|---|
| Đường ống nhiệt độ cao | Canxi silicat, sợi gốm | Khả năng chịu nhiệt (> 800 °C), độ dẫn nhiệt thấp27 |
| Hệ thống đông lạnh | Polyisocyanurate (PIR) | Độ dẫn nhiệt thấp, ngăn ngừa sương giá2 |
| HVAC / Nước lạnh | Bọt phenolic, sợi thủy tinh | Chống ẩm, tiết kiệm năng lượng23 |
| Hệ thống sưởi công nghiệp | Bông khoáng | Khả năng chống cháy, độ bền23 |
| Môi trường ăn mòn | Bọt ô kín (polyurethane) | Chống ẩm và hóa chất12 |
Tuân thủ quy tắc: Xác minh mã cơ học địa phương để biết độ dày cách nhiệt tối thiểu và xếp hạng chống cháy3. Các công cụ như phần mềm 3E Plus® giúp tính toán độ dày dựa trên điều kiện môi trường xung quanh3.
Tối ưu hóa chi phí: Mua sắm số lượng lớn các vật liệu như sợi thủy tinh hoặc bông khoáng có thể giảm chi phí4, nhưng đảm bảo bảo quản thích hợp để tránh hư hỏng4.
Hệ thống lai: Kết hợp các vật liệu (ví dụ: sợi gốm cho các phần nhiệt độ cao, sợi thủy tinh cho các vùng vừa phải) để cân bằng hiệu suất và chi phí3.
Lựa chọn cách nhiệt hiệu quả cho các dự án EPC phụ thuộc vào việc điều chỉnh các đặc tính vật liệu với nhu cầu vận hành. Hệ thống nhiệt độ cao ưu tiên canxi silicat hoặc sợi gốm, trong khi các ứng dụng đông lạnh yêu cầu PIR. Vật liệu chống ẩm như xốp phenolic phù hợp với HVAC và bông khoáng an toàn chống cháy là lý tưởng để sưởi ấm công nghiệp. Luôn xác thực các lựa chọn dựa trên mã địa phương và sử dụng các công cụ tính toán để tính toán độ dày chính xác.
Để tính toán độ dày cần thiết của co ASME B16.9 bằng cách sử dụng ASME Phần VIII Phân khu 1 UG-27 và Phụ lục 1-1, đây là giải thích ngắn gọn:
UG-27 cung cấp các công thức để tính toán độ dày yêu cầu tối thiểu của vỏ cong như co dưới áp lực bên trong.
Công thức tính đến bán kính cong và đường kính của khuỷu tay.
Phương pháp này thường được sử dụng cho các bộ phận và phụ kiện bình chịu áp lực như co.
Độ dày được tính toán không bao gồm phụ cấp ăn mòn và dung sai sản xuất.
Phụ lục 1-1 cung cấp dữ liệu và công thức lập bảng cho các yêu cầu về độ dày tối thiểu đối với vỏ được chỉ định theo đường kính ngoài.
Nó có thể được sử dụng như một giải pháp thay thế cho UG-27.
Theo kinh nghiệm trong ngành, Phụ lục 1-1 có thể yêu cầu thêm độ dày so với UG-27 đối với co, dẫn đến thiết kế thận trọng hơn24.
Hầu hết các kỹ sư tính toán độ dày khuỷu tay ASME B16.9 bằng cách sử dụng UG-27.
Phụ lục 1-1 ít được sử dụng phổ biến hơn nhưng có thể được áp dụng khi được chỉ định hoặc để bổ sung độ dày2.
Đối với khuỷu tay, các yếu tố như kích thước ống danh nghĩa (NPS), đường kính ngoài, bán kính cong và áp suất là đầu vào chính.
Tiêu chuẩn ASME B16.9 cung cấp dữ liệu kích thước cho khuỷu tay (từ tâm đến cuối, bán kính, v.v.) cần thiết cho các tính toán này56.
Lấy kích thước ống danh nghĩa (NPS), đường kính ngoài và bán kính cong của khuỷu tay từ ASME B16.9.
Sử dụng công thức UG-27 để tính độ dày dựa trên áp suất bên trong, ứng suất cho phép và các thông số hình học.
Ngoài ra, hãy sử dụng các công thức hoặc bảng Phụ lục 1-1 để tìm độ dày tối thiểu nếu được chỉ định.
Thêm phụ cấp ăn mòn và dung sai sản xuất nếu có.
Cách tiếp cận này đảm bảo tuân thủ các yêu cầu của ASME Phần VIII Phân khu 1 đối với khuỷu tay giữ áp trên mỗi phụ kiện ASME B16.9245.
Nếu bạn cần các công thức chính xác từ UG-27 hoặc Phụ lục 1-1, chúng được trình bày chi tiết trong các tài liệu mã ASME Phần VIII Phân khu 1, trong đó chỉ định các biểu thức toán học cho độ dày dựa trên lý thuyết vỏ và nguyên tắc thiết kế bình chịu áp lực.
Tiêu chí chấp nhận NDT (Thử nghiệm không phá hủy) khác nhau giữa các ngành nhưng thường phục vụ mục đích đảm bảo chất lượng, tính toàn vẹn và an toàn của vật liệu và linh kiện mà không gây hư hỏng. Các tiêu chí này được xác định bởi mã ngành, tiêu chuẩn và thông số kỹ thuật của dự án, và chúng khác nhau tùy thuộc vào phương pháp NDT được sử dụng, loại thành phần và lĩnh vực công nghiệp.
Tiêu chí chấp nhận NDT là điều cần thiết để kiểm soát chất lượng và đảm bảo an toàn trong các ngành công nghiệp như dầu khí, hàng không vũ trụ, sản xuất, đóng tàu, đường ống, bình chịu áp lực và hệ thống đường ống.
Các tiêu chí quy định các giới hạn cho phép đối với các sai sót, khuyết tật hoặc bất thường được phát hiện trong quá trình kiểm tra để quyết định xem một thành phần được chấp nhận hay từ chối.
Chúng dựa trên các quy tắc và tiêu chuẩn được công nhận được phát triển bởi các hiệp hội nghề nghiệp như ASME (Hiệp hội Kỹ sư Cơ khí Hoa Kỳ), API (Viện Dầu khí Hoa Kỳ), AWS (Hiệp hội Hàn Hoa Kỳ), ASTM (Hiệp hội Thử nghiệm và Vật liệu Hoa Kỳ), ISO (Tổ chức Tiêu chuẩn hóa Quốc tế) và các tổ chức khác.
Tiêu chí chấp nhận liên tục được cải tiến để thích ứng với tiến bộ công nghệ, thay đổi quy định và nhu cầu của ngành, đảm bảo độ tin cậy và an toàn trong kiểm tra25.
Kiểm tra X quang (RT), Kiểm tra siêu âm (UT), Kiểm tra thâm nhập (PT), Kiểm tra hạt từ tính (MT), Kiểm tra trực quan (VT) và Kiểm tra rò rỉ (LT) được điều chỉnh chủ yếu bởi ASME Phần VIII và Phần V với các phụ lục bắt buộc cụ thể nêu chi tiết các tiêu chí chấp nhận.
Ví dụ: ASME Sec.VIII cung cấp các phụ lục bắt buộc chi tiết cho các tiêu chí chấp nhận RT, UT, PT và MT2.
ASME B31.3 là mã chính để kiểm tra quy trình đường ống.
Các tiêu chí chấp nhận cho RT, UT, PT, MT, VT và LT được quy định trong các bảng và đoạn văn khác nhau trong ASME B31.3, đảm bảo đánh giá nhất quán các lỗi trong hệ thống đường ống2.
ASME B16.34 cung cấp các tiêu chí chấp nhận cho RT, UT, PT, MT và VT.
Tiêu chí Kiểm tra rò rỉ có thể không được quy định rõ ràng trong tiêu chuẩn này và có thể yêu cầu các hướng dẫn cụ thể của dự án2.
API 1104 là tiêu chuẩn chính cho tiêu chí chấp nhận NDT đường ống.
Nó trình bày chi tiết các điều khoản cho RT, UT, PT, MT và VT, với kiểm tra rò rỉ thường không được chỉ định.
Tiêu chuẩn này được sử dụng rộng rãi trong kiểm tra đường ống dẫn dầu khí để đảm bảo tính toàn vẹn và an toàn của cấu trúc2.
ASTM E2375 và các thông số kỹ thuật vật liệu hàng không vũ trụ như AMS 2630 chi phối các tiêu chí chấp nhận thử nghiệm siêu âm đối với các bộ phận hàng không vũ trụ, chẳng hạn như trục.
Các tiêu chí này rất nghiêm ngặt để đảm bảo an toàn và hiệu suất trong các cấu trúc hàng không vũ trụ quan trọng5.
Các yêu cầu về NDT dựa trên các tiêu chuẩn ISO như ISO 9712 cho trình độ nhân sự và ISO 17640, ISO 23279, ISO 11666 cho quy trình kiểm tra siêu âm và mức độ chấp nhận.
Kiểm tra trực quan (VT), Kiểm tra thâm nhập chất lỏng (PT), Kiểm tra hạt từ tính (MT), Kiểm tra chụp X quang (RT) và Kiểm tra siêu âm (UT) được thực hiện theo các tiêu chuẩn đã được thống nhất giữa các công ty đóng tàu và các hiệp hội phân loại như IRS (Sổ đăng ký vận chuyển Ấn Độ).
Các mức độ chấp nhận kiểm tra mối hàn bao gồm các vùng vật liệu mối hàn và vật liệu mẹ, với các quy trình chi tiết và trình độ giám sát được chỉ định để đảm bảo chất lượng cao7.
Tiêu chí chấp nhận xác định kích thước, loại và giới hạn vị trí lỗi.
Các tiêu chuẩn như AWS D1.1 và ASME Sec VIII Div 1 được sử dụng.
Cải tiến liên tục các tiêu chí giúp thích ứng với vật liệu và công nghệ mới, đảm bảo an toàn và tuân thủ5.
Tiêu chí nghiệm thu phụ thuộc vào điều kiện dịch vụ và đánh giá của kỹ sư dự án.
Các tiêu chuẩn như ISO 3452-1:2013 và các mã từ các tổ chức như Det Norske Veritas (DNV) và Germanischer Lloyd (GL) quy định các tiêu chí từ chối đối với các chỉ định giống như vết nứt và tròn.
Ví dụ, các dấu hiệu giống như vết nứt trong đường ống ngầm bị loại bỏ và các chỉ báo tròn dưới đường kính nhất định có thể được chấp nhận hoặc từ chối dựa trên cụm và kích thước6.
| Ngành/Thành phần | (Các) Phương pháp NDT | Tiêu chuẩn / Mã chính | Ghi chú |
|---|---|---|---|
| Bình áp lực | RT, UT, PT, MT, VT, LT | ASME Sec.V, Sec.VIII | Phụ lục bắt buộc chi tiết |
| Quy trình đường ống | RT, UT, PT, MT, VT, LT | ASME B31.3 | Bảng và đoạn văn chỉ định tiêu chí |
| Van | RT, UT, PT, MT, VT | ASME B16.34 | Kiểm tra rò rỉ thường không được chỉ định |
| Đường ống | RT, UT, PT, MT, VT | API 1104 | Kiểm tra rò rỉ thường không được chỉ định |
| Linh kiện hàng không vũ trụ | UT | Tiêu chuẩn ASTM E2375, AMS 2630 | Tiêu chí nghiêm ngặt cho các bộ phận quan trọng |
| Nghề đóng tàu | VT, PT, MT, RT, UT | Yêu cầu ISO 9712, ISO 17640, IRS | Chứng nhận nhân sự và thủ tục chi tiết |
Tiêu chí chấp nhận NDT trong các ngành được xác định bởi sự kết hợp của các tiêu chuẩn quốc tế và tiêu chuẩn cụ thể của ngành phù hợp với vật liệu, linh kiện và điều kiện dịch vụ liên quan. Chúng đảm bảo rằng các lỗi được phát hiện được đánh giá nhất quán để duy trì sự an toàn, độ tin cậy và tuân thủ. Các tiêu chí này được cập nhật thường xuyên để kết hợp các tiến bộ công nghệ và thay đổi quy định, hỗ trợ cải tiến liên tục trong thực hành kiểm tra và đảm bảo chất lượng2567.
HAZID (Xác định mối nguy hiểm) trong ngành công nghiệp quy trình là một kỹ thuật đánh giá rủi ro có cấu trúc, có hệ thống và định tính được sử dụng chủ yếu trong giai đoạn đầu của dự án hoặc thiết kế quy trình để xác định các mối nguy và mối đe dọa tiềm ẩn. Nó nhằm mục đích chủ động phát hiện các mối nguy hiểm có thể gây hại cho nhân sự, tài sản, môi trường hoặc danh tiếng, đồng thời đề xuất các biện pháp giảm thiểu để giảm thiểu hoặc loại bỏ những rủi ro này1256.
Các khía cạnh chính của HAZID trong ngành công nghiệp chế biến:
Mục đích: Xác định sớm các mối nguy hiểm chính liên quan đến hệ thống, cơ sở hoặc quy trình, đảm bảo rằng thiết kế tính đến các tình huống nguy hiểm đáng tin cậy và các biện pháp bảo vệ được áp dụng để giảm thiểu rủi ro124.
Phương pháp luận: Thường được tiến hành như một hội thảo liên quan đến các nhóm đa ngành, những người xem xét quy trình hoặc cơ sở theo từng phần, sử dụng danh sách kiểm tra, thống kê tai nạn và kinh nghiệm từ các dự án trước đó để xác định các mối nguy hiểm và phân loại chúng là nghiêm trọng hoặc không nghiêm trọng45.
Kết quả: Danh sách các mối nguy hiểm đã xác định, các tình huống nguy hiểm (chẳng hạn như giải phóng, cháy, nổ, phân tán) và các khuyến nghị về các biện pháp giảm thiểu rủi ro. Các mối nguy không nghiêm trọng được ghi lại để biện minh cho việc loại trừ chúng khỏi phân tích sâu hơn4.
Ngành công nghiệp: Thường được áp dụng trong các lĩnh vực dầu khí, sản xuất hóa chất, khai thác mỏ và xây dựng, nơi an toàn quy trình là rất quan trọng127.
Mối quan hệ với các kỹ thuật khác: HAZID thường là tiền thân cho các đánh giá rủi ro chi tiết hơn như HAZOP (Nghiên cứu về nguy cơ và khả năng vận hành), tập trung vào những sai lệch so với ý định thiết kế và các vấn đề vận hành. HAZID rộng hơn và mang tính khái niệm hơn, trong khi HAZOP chi tiết và có hệ thống hơn68.
Tóm lại, HAZID là một công cụ đánh giá rủi ro giai đoạn đầu cần thiết trong ngành quy trình giúp xác định các mối nguy tiềm ẩn và đánh giá các chiến lược giảm thiểu rủi ro ban đầu để tăng cường an toàn và tính toàn vẹn trong suốt vòng đời của dự án1256.
Đo độ lệch tâm trục và phớt (Total Indicator Reading, TIR) là rất quan trọng trong quá trình đại tu máy bơm ly tâm để ngăn ngừa rung động, hư hỏng ổ trục và hỏng phớt sớm. Dưới đây là bảng phân tích các thủ tục và kiểm tra cần thiết:
Công cụ cần thiết: Chỉ báo quay số có đế từ.
Điểm đo:
Trục: Gần hộp nhồi / khu vực con dấu và phía sau ổ trục lực đẩy (phía động cơ)6.
Trung tâm khớp nối: Đường kính ngoài (OD) và mặt trục3.
Các bước thực hiện:
Gắn chỉ báo quay số vuông góc với trục hoặc bề mặt khớp nối.
Zero chỉ báo tại một điểm tham chiếu, đảm bảo pít tông ở một nửa phạm vi di chuyển của nó23.
Xoay trục từ từ theo một hướng và ghi lại độ lệch tối đa (TIR)26.
So sánh các phép đo:
Dung sai chấp nhận được:
≤ 0,002 “(2 mils) cho trục / khớp nối trong hầu hết các máy bơm công nghiệp3.
Trục bị cong:
Khớp nối lệch tâm:
Được biểu thị bằng độ chạy trung tâm khớp nối cao nhưng độ chạy trục tối thiểu3.
Giải pháp: Gia công lại hoặc thay thế khớp nối23.
Chạy dọc trục:
Kiểm tra mặt khớp nối xem có bị lệch góc (lắc lư) không.
Giải pháp: Thay thế các khớp nối bị hỏng hoặc bị khoan không đúng cách3.
Xác minh căn chỉnh sau khi lắp ráp lại bằng cách sử dụng laser hoặc chỉ báo quay số để đảm bảo độ đồng tâm của trục/khớp nối56.
Ốc vít mô-men xoắn theo thông số kỹ thuật của nhà sản xuất để tránh biến dạng5.
Thử nghiệm sau đại tu:
Hỏng phớt cơ khí: Chuyển động xuyên tâm quá mức làm mòn mặt phấn, gây rò rỉ46.
Quá tải ổ trục: Sai lệch làm tăng tải trọng dọc trục / hướng tâm, dẫn đến hỏng vòng bi sớm36.
Cavitation và rung: Khuếch đại sự mất cân bằng thủy lực, có nguy cơ hư hỏng cấu trúc36.
Bằng cách đo lường và giải quyết tình trạng chảy một cách có hệ thống, độ tin cậy và tuổi thọ của máy bơm được cải thiện đáng kể356.




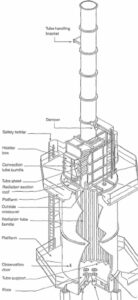
Việc sản xuất bộ sấy dầu và khí hình trụ bao gồm một số quy trình và thành phần chuyên dụng được thiết kế riêng cho ngành công nghiệp dầu, khí đốt và hóa dầu.
Những bộ sấy này, thường là bộ sấy đốt hình trụ thẳng đứng, rất quan trọng đối với quá trình xử lý hydrocacbon. Chúng thường bao gồm ba phần chính:
Hộp cứu hỏa: nơi đốt cháy nhiên liệu và không khí tạo ra nhiệt.
Phần đối lưu: truyền nhiệt hiệu quả đến chất lỏng quá trình.
Phần bức xạ: tối đa hóa bức xạ nhiệt xung quanh chất lỏng để sưởi ấm tối ưu5.
Các thành phần chính bao gồm đầu đốt để kiểm soát hỗn hợp nhiên liệu-không khí, ăn mòn và ống hợp kim chịu nhiệt độ cao để vận chuyển chất lỏng, lớp lót chịu lửa để cách nhiệt, vách ngăn để dẫn hướng dòng chất lỏng và hỗ trợ cấu trúc chắc chắn5.
Ống được làm từ hợp kim nhiệt độ cao, chống ăn mòn.
Lớp lót chịu lửa sử dụng vật liệu gốm chuyên dụng để chịu được nhiệt độ cao.
Các yếu tố kết cấu được làm bằng thép chắc chắn để hỗ trợ hệ thống5.
Mặc dù các bước sản xuất cụ thể cho máy sưởi không được nêu chi tiết trong kết quả tìm kiếm, nhưng việc chế tạo bao gồm:
Hàn chính xác vỏ hình trụ và các thành phần.
Lắp đặt lớp lót chịu lửa.
Lắp ráp đầu đốt và ống trao đổi nhiệt.
Kiểm tra và kiểm tra chất lượng để đảm bảo an toàn và hiệu suất15.
Đối với bình khí hình trụ (có thể là một phần của hệ thống sưởi hoặc lưu trữ khí), quy trình sản xuất được tự động hóa cao và bao gồm:
Kiểm tra vật liệu của thép cuộn cán nóng.
Làm trống và dập nổi các tấm thép.
Vẽ sâu để tạo thành vỏ hình trụ.
Hàn vòng chân, vòng cổ và tấm vải liệm.
Hàn đường nối chu vi của thân xi lanh.
Xử lý nhiệt để phục hồi tính chất cơ học.
Kiểm tra áp suất thủy tĩnh để phát hiện rò rỉ và biến dạng.
Chuẩn bị bề mặt thông qua phun mìn.
Kim loại hóa kẽm hoặc lớp sơn lót để chống ăn mòn.
Sơn tĩnh điện để hoàn thiện bề mặt cuối cùng3.
Bộ gia nhiệt xi lanh chuyên dụng được thiết kế để duy trì nhiệt độ bình khí, đảm bảo áp suất ổn định và ngăn khí bị đóng băng hoặc mất khả năng sử dụng. Các tính năng bao gồm:
Làm nóng nhanh với mức tiêu thụ năng lượng thấp.
Bảo vệ quá nhiệt dự phòng.
Vật liệu công nghiệp mạnh mẽ.
Điều khiển bộ điều nhiệt chính xác.
Các ứng dụng trong bảo vệ sương giá, duy trì nhiệt độ và xử lý khí ở nhiệt độ lên đến 50 °C26.
Việc sản xuất bộ gia nhiệt dầu và khí hình trụ liên quan đến việc chế tạo chính xác các bộ sấy đốt bằng vật liệu chống ăn mòn, lớp lót chịu lửa và các thành phần kết cấu chắc chắn được thiết kế riêng cho quá trình xử lý hydrocacbon ở nhiệt độ cao. Các chai khí hình trụ liên quan trải qua các quy trình tạo hình, hàn, xử lý nhiệt và phủ tự động để đảm bảo an toàn và độ bền. Máy sưởi xi lanh bổ sung cho những điều này bằng cách cung cấp hệ thống sưởi có kiểm soát để duy trì hiệu suất của bình khí trong các ứng dụng công nghiệp khác nhau12356.
Manufacturing-Chế tạo bồn dầu hình trụ vàheaters-bộ gia nhiệt gas.
thường bao gồm hai vùng chính: Phần bức xạ và Phần đối lưu, và được thiết kế theo các tiêu chuẩn như API 560 và ASME B31.3.
Các giai đoạn sản xuất
1. Shell-Chế tạo vỏ
Vỏ bộ gia nhiệt được làm từ các tấm thép cacbon (thường là A516 Gr.70). Các tấm được cắt và cán thành hình trụ, sau đó hàn theo cả chiều dọc và chu vi. Các mối hàn được kiểm tra bằng các phương pháp NDT như UT hoặc RT.
Dung sai: Độ tròn ±3 mm
2. Cấu tạo ống/Coil-cuộn
Ống thường là A106 Gr.B hoặc A335 P11 (dùng cho nhiệt độ cao). Chúng được uốn cong theo design-thiết kế (hình rắn hoặc xoắn ốc), sau đó hàn vào ống góp hoặc ống phân phối. Mỗi ống được thử áp suất thủy lực.
Dung sai: Uốn cong ±2°.
3. Phần Radiant-tỏa nhiệt
Đây là vùng đốt, nơi lắp đặt đầu đốt để tạo ra nhiệt trực tiếp. Các ống ở đây hấp thụ nhiệt tỏa nhiệt trực tiếp từ ngọn lửa. Các bức tường bên trong được lót bằng vật liệu chịu nhiệt độ cao (lên đến 1400°C). Hướng ngọn lửa và bố trí đầu đốt được thiết kế cẩn thận để tránh các điểm nóng và đảm bảo gia nhiệt đồng đều.
4. Phần Convection-đối lưu
Nằm phía trên vùng tỏa nhiệt, phần này thu hồi nhiệt từ khí thải nóng. Nó bao gồm các dãy ống và vách ngăn để tối ưu hóa quá trình truyền nhiệt và phân phối dòng chảy. Nó tăng cường hiệu suất tổng thể của lò sưởi bằng cách làm nóng trước chất lỏng trước khi đi vào các cuộn dây tỏa nhiệt.
5. Insulation-Cách nhiệt và Vỏ
Toàn bộ bộ gia nhiệt được cách nhiệt bên ngoài bằng len đá (độ dày 100–150 mm, mật độ 120–150 kg/m³).
Dung sai cách nhiệt: ±5 mm.
6. Tích hợp Ducts-ống dẫn và đồng hồ đo Venturi
Ống dẫn (Ống dẫn khí thải):
Ống dẫn được sử dụng để dẫn khí thải nóng từ phần đối lưu đến ống khói hoặc đến hệ thống thu hồi nhiệt thải. Chúng thường được chế tạo từ thép cacbon hoặc thép không gỉ (dành cho các khu vực có nhiệt độ cao) và được lót bằng vật liệu cách nhiệt hoặc chịu lửa tùy thuộc vào nhiệt độ.
.
Ghi chú về thiết kế và lắp đặt venturi:
• Được định vị trong một đường ống thẳng (thường là 5–10 đường kính ống ngược dòng và xuôi dòng).
• Vòi áp suất chênh lệch được kết nối với máy phát
• Ống dẫn phải được bịt kín để tránh không khí lọt vào làm giảm hiệu suất của lò sưởi.
Assembly-Lắp ráp và Kiểm tra
Sau khi chế tạo xong tất cả các thành phần, lò sưởi được lắp ráp — lắp vỏ, ống, đầu đốt, ống khói và ống dẫn. Thử nghiệm thủy tĩnh được thực hiện ở áp suất gấp 1,5 lần thiết kế. Kiểm tra chức năng bao gồm chạy thử lạnh và thử nóng để xác nhận hoạt động
• Ngọn lửa đầu đốt không được tác động trực tiếp vào ống.
•Refractory-Neo chịu nhiệt phải thích ứng với sự giãn nở nhiệt.
•Cần tối ưu hóa đường dẫn khí để giảm thiểu sự sụt áp và mất nhiệt.
•Chiều cao và đường kính ống khói được thiết kế để đảm bảo luồng gió tự nhiên thích hợp.
Maintenance–Bảo trì
Chụp ảnh nhiệt định kỳ để phát hiện hotspot-điểm nóng.
Kiểm tra thường xuyên các ống gia nhiệt để phát hiện bám bẩn hoặc ăn mòn.
Hashtag chịu lửa lining phải được kiểm tra xem có vết nứt hoặc bong tróc không
Manufacturing-Sản xuất dầu và khí hình trụ heaters–máy sưởi





#partskitting #maintenanceplanning #rickysmithcmrp