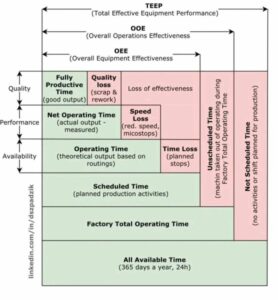
OEE đo lường gì
OEE đánh giá:
-
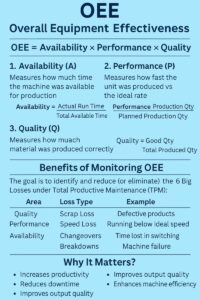
Tính khả dụng: Thời gian hoạt động thực tế so với thời gian sản xuất theo kế hoạch, tính đến thời gian ngừng hoạt động như hỏng hóc, hỏng hóc và chuyển đổi.
-
Hiệu suất: Tốc độ sản xuất so với tốc độ sản xuất lý tưởng hoặc tối đa.
-
Chất lượng: Tỷ lệ các bộ phận tốt được sản xuất so với tổng bộ phận, phản ánh sự từ chối hoặc khuyết tật.
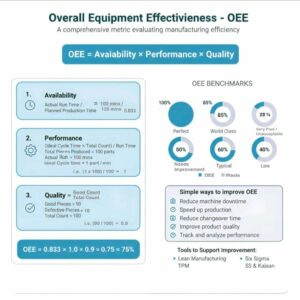
Công thức tính OEE là:
OEE=Mộtvmộttôilmộtbtôiltôity×Performmộtnce×Qumộtltôity
OEE 100% có nghĩa là thiết bị chỉ sản xuất các bộ phận tốt, ở tốc độ tối đa, không có bất kỳ sự dừng hoặc ngừng hoạt động nào.
Cách tính toán các thành phần OEE
-
Tính khả dụng = Thời gian chạy ÷ Thời gian sản xuất theo kế hoạch
-
Hiệu suất = (Thời gian chu kỳ lý tưởng × tổng số lượng) ÷ Thời gian chạy
-
Chất lượng = Số lượng tốt ÷ Tổng số lượng
Bằng cách nhân ba yếu tố này, OEE cung cấp một thước đo toàn diện về hiệu quả của thiết bị và làm nổi bật các lĩnh vực cần cải thiện.
Cải thiện OEE
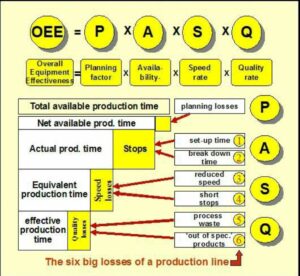
Các chiến lược cải tiến tập trung vào việc giảm tổn thất liên quan đến “Sáu tổn thất lớn”: sự cố, chuyển đổi, dừng nhỏ, mất tốc độ, lỗi khởi động và từ chối. Các kỹ thuật bao gồm:
-
Tự động hóa việc thu thập dữ liệu và giám sát thời gian thực để nhanh chóng xác định các vấn đề.
-
Sử dụng bảo trì dự đoán để giảm thiểu thời gian ngừng hoạt động ngoài kế hoạch.
-
Hợp lý hóa và chuẩn hóa các quy trình để giảm thời gian chuyển đổi và lỗi.
Những cách tiếp cận này cho phép tối ưu hóa hiệu suất liên tục, tính khả dụng của thiết bị tốt hơn và nâng cao chất lượng sản phẩm.
Tóm lại, OEE là một thước đo quan trọng cho hiệu quả sản xuất, tổng hợp tính khả dụng, hiệu suất và chất lượng thành một chỉ số có thể hành động để tối ưu hóa việc sử dụng thiết bị và năng suất.
Aditya Kumar
🔰𝐎𝐄𝐄 (𝐎𝐯𝐞𝐫𝐚𝐥𝐥 𝐄𝐪𝐮𝐢𝐩𝐦𝐞𝐧𝐭 𝐄𝐟𝐟𝐞𝐜𝐭𝐢𝐯𝐞𝐧𝐞𝐬𝐬)🔰 :-
🔷 #Definition-Định nghĩa :-
Đo lường hiệu suất thiết bị, xem xét các yếu tố như tính khả dụng, hiệu suất và chất lượng.
💢 #Components–Thành phần:
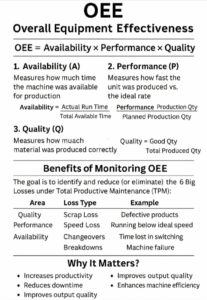
1️⃣ #Availability–Khả dụng: – Thời gian hoạt động của thiết bị, tính đến tổn thất do thời gian ngừng hoạt động.
2️⃣ #Performance–Hiệu suất: – Tốc độ thiết bị, tính đến tổn thất do tốc độ.
3️⃣ #Quality–Chất lượng: – Chất lượng sản phẩm, tính đến tổn thất do chất lượng.
🔷 #Calculation–Tính toán: –
💢 #OEE = Khả dụng × Hiệu suất × Chất lượng
🔷 #Benefits–Lợi ích: –
1️⃣ Xác định các điểm kém hiệu quả: – Xác định các lĩnh vực cần cải thiện.
2️⃣ Cải thiện năng suất: – Tối ưu hóa hiệu suất thiết bị.
3️⃣ Giảm thiểu lãng phí: – Giảm thiểu thời gian ngừng hoạt động, tổn thất tốc độ và các vấn đề về chất lượng.
🔰 #Strategies_to_improve_OEE-Chiến_lược_cải_thiện_OEE: –
1️⃣ #Regular_maintenance-Bảo_trì_theo qui định: – Ngăn ngừa thời gian ngừng hoạt động.
2️⃣ #Process_optimization–Tối_ưu_quy_trình: Cải thiện hiệu suất thiết bị.
3️⃣ #Quality_control–Kiểm_soát_chất_lượng: Nâng cao chất lượng sản phẩm.
💢 Bằng cách giám sát và cải thiện OEE, các tổ chức có thể tăng hiệu quả, giảm thiểu lãng phí và nâng cao năng suất tổng thể.
🔰 #Interpreting_OEE_Scores–Diễn_giải_điểm_OEE :-
💢 Mức hiệu suất #OEE%
📍85% trở lên :- Đẳng cấp thế giới
📍 60%-85% :- Trung bình
📍Dưới 60% :- Cần cải thiện
#qualityinspection #qms #qaqc #7qctools
#qualityengineering #pdca #sixsigma #capa
#qualitymanagement #management #training
#productivity #engineering
#careers #projectmanagement #lean
#excellence
#engineers #waste #iso #tutorial #kanban
#kaizen
#iso9001 #leansixsigma #tutorials
#leanmanufacturing
#5s #mechanicalengineering #msa #oee
#industrialengineering #smed #ishikawa #jidoka #pokayoke #andon #7qctools #histogram #qcc #sop #timwood #takttime #pullsystem #kpi #tpm
#ppap #coretools #spc #tpm #automotiveindustry
#controlchart
#iatf16949 #jobinterviews #checksheet
#fishbone #g8d
#paretochart #vsm #iatf #qms #linebalancing
#fmea #vsmstudy #flowchart #histograms #7waste
#3mwaste #apqp #smartgoal #DMAIC #Kaizen #5Why
#BlackBelt #GreenBelt #YellowBelt
kiểm tra chất lượng, qms, qaqc, 7 công cụ qc, kỹ thuật chất lượng, pdca, six sigma, capa, quản lý chất lượng, quản lý, đào tạo, năng suất, kỹ thuật, nghề nghiệp, quản lý dự án, tinh gọn, xuất sắc, kỹ sư, lãng phí, iso, hướng dẫn, kanban, kaizen, iso 9001, tinh gọn six sigma, hướng dẫn, sản xuất tinh gọn, 5s, kỹ thuật cơ khí, msa, oee, kỹ thuật công nghiệp, smed, ishikawa, jidoka, pokayoke, andon, 7 công cụ qc, histogram, qcc, sop, timwood, takttime, hệ thống kéo, kpi, tpm, ppap, công cụ cốt lõi, spc, tpm, ngành công nghiệp ô tô, biểu đồ kiểm soát, iatf 16949, phỏng vấn xin việc, phiếu kiểm tra, fishbone, g8d, biểu đồ Pareto, vsm, iatf, qms, cân bằng dây chuyền, fmea, nghiên cứu vsm, lưu đồ, biểu đồ histogram, 7 lãng phí, 3m lãng phí, apqp, mục tiêu thông minh, DMAIC, Kaizen, 5 Tại sao, Đai Đen, Đai Xanh, Đai Vàng




(St.)