Khái niệm cốt lõi của TQM
-
TQM thu hút tất cả nhân viên từ mọi cấp độ tham gia vào các hoạt động cải tiến chất lượng.
-
Nó ưu tiên sự hài lòng của khách hàng là mục tiêu chính.
-
Nhấn mạnh cải tiến liên tục và hiệu quả quy trình.
-
Sử dụng việc ra quyết định dựa trên dữ liệu để kiểm soát chất lượng.
-
Tích hợp tất cả các hệ thống và quy trình tổ chức hướng tới các mục tiêu chất lượng chung.
-
Khuyến khích lãnh đạo tốt, giao tiếp hiệu quả và đào tạo để thúc đẩy văn hóa định hướng chất lượng.
Mục đích và lợi ích
-
Loại bỏ hoặc giảm thiểu sai sót trong sản xuất và cung cấp dịch vụ.
-
Hợp lý hóa quản lý chuỗi cung ứng.
-
Cải thiện trải nghiệm của khách hàng.
-
Đảm bảo nhân viên được đào tạo bài bản và tham gia vào các nỗ lực chất lượng.
-
Hỗ trợ thành công lâu dài thông qua sự gắn kết và hài lòng của cả khách hàng và các thành viên trong tổ chức.
Nguyên tắc của TQM
Các nguyên tắc phổ biến bao gồm:
-
Tập trung vào khách hàng: Đáp ứng hoặc vượt quá mong đợi của khách hàng.
-
Sự tham gia của nhân viên: Thu hút mọi người vào quy trình chất lượng.
-
Phương pháp tiếp cận quy trình: Quản lý và cải tiến quy trình một cách có hệ thống.
-
Hệ thống tích hợp: Điều chỉnh các mục tiêu chất lượng trong toàn tổ chức.
-
Cải tiến liên tục: Cải tiến gia tăng và sáng tạo.
-
Ra quyết định dựa trên thực tế: Sử dụng dữ liệu và phân tích.
-
Giao tiếp: Rất quan trọng đối với tầm nhìn chung và văn hóa chất lượng.
Tóm lại, TQM là một khuôn khổ chiến lược thúc đẩy chất lượng trong mọi khía cạnh của tổ chức bằng cách thu hút sự tham gia của tất cả nhân viên, tập trung vào nhu cầu của khách hàng và liên tục cải tiến quy trình và sản phẩm, dẫn đến nâng cao hiệu suất kinh doanh tổng thể và sự hài lòng của khách hàng.
Djana Russo
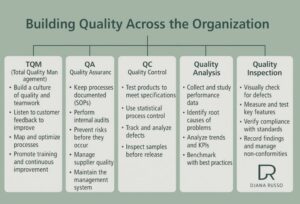
TQM – Quản lý Chất lượng Toàn diện
• Xây dựng văn hóa chất lượng và làm việc nhóm
• Lắng nghe phản hồi của khách hàng để cải thiện
• Lập bản đồ và tối ưu hóa quy trình
• Thúc đẩy đào tạo và cải tiến liên tục
QA – Đảm bảo Chất lượng
• Lưu trữ tài liệu quy trình (SOP)
• Thực hiện đánh giá nội bộ
• Ngăn ngừa rủi ro trước khi chúng xảy ra
• Quản lý chất lượng nhà cung cấp
• Duy trì hệ thống quản lý
QC – Kiểm soát Chất lượng
• Kiểm tra sản phẩm để đáp ứng thông số kỹ thuật
• Sử dụng kiểm soát quy trình thống kê
• Theo dõi và phân tích lỗi
• Kiểm tra mẫu trước khi xuất xưởng
Phân tích Chất lượng
• Thu thập và nghiên cứu dữ liệu hiệu suất
• Xác định nguyên nhân gốc rễ của vấn đề
• Phân tích xu hướng và KPI
• So sánh với các phương pháp hay nhất
Kiểm tra chất lượng
• Kiểm tra trực quan các lỗi
• Đo lường và kiểm tra các tính năng chính
• Xác minh việc tuân thủ các tiêu chuẩn
• Ghi lại các phát hiện và quản lý các trường hợp không tuân thủ
(St.)





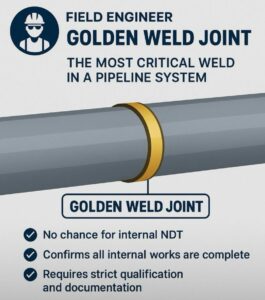

🔍 Mối hàn vàng trong hàn ngoài khơi — Mối hàn quyết định dự án
Trong xây dựng ngoài khơi, không phải tất cả các mối hàn đều như nhau.
Một số mối hàn không chỉ chịu tải mà còn mang rủi ro, chi phí, an toàn và uy tín.
Mối hàn đó được gọi là Mối hàn vàng.
Nó thường là mối nối cuối cùng hoặc quan trọng nhất — cho dù đó là mối nối đường ống, mối nối ống đứng, nút giàn khoan hay tích hợp mô-đun. Sau khi hoàn thành, việc tiếp cận bị hạn chế hoặc không thể. Việc sửa chữa rất phức tạp, tốn kém và đôi khi thậm chí không khả thi.
👉 Nói một cách đơn giản:
Nếu mối nối vàng bị hỏng, dự án sẽ phải trả giá.
🔶 Tại sao nó lại quan trọng đến vậy?
Bởi vì mọi thứ đều hội tụ tại điểm này:
🔹Tính toàn vẹn cấu trúc
🔹Khả năng chịu áp suất
🔹Tiến độ lắp đặt
🔹Hậu cần ngoài khơi
Một lỗi nhỏ ở đây có thể dẫn đến:
🔹Chi phí sửa chữa ngoài khơi tốn kém
🔹Chi phí chờ đợi của tàu lên đến hàng triệu đô la mỗi ngày
🔹Sự chậm trễ lớn trong dự án
🔶 Điều gì làm cho mối nối vàng trở nên khác biệt? Không chỉ đơn thuần là hàn, mà là sự thực hiện được kiểm soát ở mức độ cao nhất:
🔹Chỉ những thợ hàn có tay nghề cao nhất mới được lựa chọn
🔹Quy trình hàn/quy trình kiểm định chất lượng được chứng minh nghiêm ngặt, thường kèm theo mô hình thử nghiệm
🔹Đảm bảo truy xuất nguồn gốc vật liệu đầy đủ
🔹Hàn được thực hiện dưới sự kiểm soát môi trường nghiêm ngặt
🔹Các thông số như nhiệt lượng và nhiệt độ giữa các lớp hàn được theo dõi chặt chẽ
Và quan trọng nhất —
👉 Có sự giám sát liên tục từ bộ phận QA/QC, khách hàng và các thanh tra viên bên thứ ba.
🔶 Kiểm tra? Không dưới 100%
Golden Joints trải qua các chế độ kiểm tra nâng cao:
🔹100% RT/UT
🔹Kiểm tra không phá hủy bề mặt (MPI/DPI)
🔹Kiểm tra kích thước
🔹Kiểm tra độ cứng (nếu cần)
🔹Xử lý nhiệt sau hàn (nếu áp dụng)
🔹Không có lối tắt. Không có giả định. Không thỏa hiệp.
🔶 Thử thách thực sự ngoài khơi
Các mối hàn vàng thường được thực hiện trong điều kiện:
🔹Thời gian eo hẹp
🔹Điều kiện thời tiết khắc nghiệt
🔹Hạn chế tiếp cận
🔹Áp lực vận hành cao
Tuy nhiên, kỳ vọng vẫn không thay đổi:
👉 Không lỗi. Không hỏng hóc.
🔶 Điều gì thực sự đảm bảo thành công?
Không chỉ là quy trình, mà còn là tư duy:
🔹Lập kế hoạch chi tiết
🔹Mô phỏng trước khi thực hiện
🔹Kiểm soát mọi biến số
🔹Xác minh từng bước
Vì thực tế ngoài khơi rất đơn giản:
Bạn không có cơ hội thứ hai cho một mối hàn vàng.
🔶 Suy nghĩ cuối cùng
🔹Mọi mối hàn đều quan trọng.
🔹Nhưng mối hàn vàng là nơi:
🔹Kỹ thuật gặp gỡ thực thi
🔹Kỹ năng gặp áp lực
🔹Chất lượng gặp hậu quả
👉 Đó không chỉ là một mối hàn, mà là khoảnh khắc định hình dự án.
✨ Bạn thấy bài viết này hữu ích?
Krishna Nand Ojha,