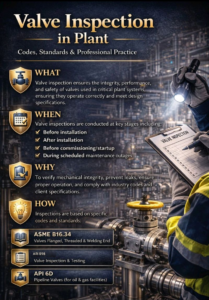
Dấu hiệu thân van trong ngành đường ống cung cấp các chi tiết cần thiết như kích thước, xếp hạng áp suất, vật liệu và tiêu chuẩn tuân thủ, được đóng dấu trực tiếp trên van để xác định nhanh chóng và an toàn. Các dấu hiệu này đảm bảo lựa chọn, bảo trì và vận hành thích hợp trong các hệ thống công nghiệp, ngăn ngừa hỏng hóc hoặc không khớp.
Các loại đánh dấu phổ biến
Dấu hiệu bao gồm xếp hạng áp suất như PSI, PN (bar) hoặc Class (ví dụ: Class 150), các loại dịch vụ như WOG (Nước-Dầu-Khí) hoặc CWP (Áp suất làm việc nguội) và mã vật liệu (ví dụ: WC9 cho thép cacbon đúc, CF8M cho thép không gỉ 316). Kích thước được ghi chú là inch (ví dụ: 8 “) hoặc DN (ví dụ: DN40), thường có mũi tên hướng dòng chảy. Logo của nhà sản xuất, số kiểu máy và chứng nhận (ví dụ: ASME, CE) xuất hiện để truy xuất nguồn gốc và tuân thủ.
Tiêu chuẩn chính
ANSI / ASME A13.1 hướng dẫn nhận dạng bằng màu sắc (ví dụ: màu vàng đối với chất dễ cháy) và mũi tên dòng chảy, trong khi ASME B16.34 bao gồm xếp hạng áp suất-nhiệt độ và vật liệu. API 608 áp dụng cho van bi và các nhãn hiệu quốc tế như CE hoặc PED đảm bảo tuân thủ an toàn của EU.
Đọc ví dụ
Dấu hiệu như “8” WC9 2500 WOG” có nghĩa là kích thước 8 inch, thân bằng thép cacbon WC9 và 2500 psi cho dịch vụ nước / dầu / khí đốt. Đối với van bi, “600 WOG LF” cho biết định mức WOG 600 psi và trạng thái không chì. Luôn làm sạch thân van, nắp ca-pô hoặc tag, và hướng dẫn tham khảo chéo hoặc chú thích.
Vị trí trên van
Hình ảnh này cho thấy mã hóa màu đường ống và mũi tên dòng chảy, phổ biến cùng với các dấu hiệu thân van để nhận dạng hệ thống.







Cách đọc các ký hiệu trên thân van trong ngành đường ống
Trong lĩnh vực đường ống, việc đọc dữ liệu được khắc trên thân van không phải là tùy chọn — đó là trách nhiệm kỹ thuật.
Mỗi van đều mang thông tin kỹ thuật đầy đủ của nó, và mọi kỹ sư, giám sát viên và thanh tra QA/QC phải hiểu đầy đủ điều đó trước khi lắp đặt.
Hãy lấy một ví dụ thực tế về van của NEWAY và phân tích các ký hiệu chính:
1️⃣ Kích thước van (NPS)
Ví dụ ký hiệu: 3
✔ Có nghĩa là NPS 3”
✔ Phải phù hợp với kích thước đường ống
✔ Ngăn ngừa mất áp suất
✔ Đảm bảo lưu lượng hiệu quả
Kích thước ống theo:
ASME B36.10 (Thép cacbon)
ASME B36.19 (Thép không gỉ)
2️⃣ Cấp áp suất
Ví dụ ký hiệu: 600
✔ Cấp 600 theo ASME B16.34
✔ Cấp càng cao = khả năng chịu áp suất càng cao
✔ Dựa trên bảng Áp suất-Nhiệt độ
Các cấp phổ biến:
150 → Áp suất thấp
300 → Áp suất trung bình
600 → Áp suất cao
900+ → Áp suất rất cao
Được sử dụng rộng rãi trong: Hệ thống hơi nước, dầu khí, công nghiệp nặng.
3️⃣ Vật liệu thân van
Ví dụ ký hiệu: CF8M
Theo ASTM International – ASTM A351
CF8M = Thép không gỉ đúc 316
✔ Khả năng chống ăn mòn cao
✔ Thích hợp cho môi trường hóa chất và ẩm ướt
✔ Thường dùng trong ngành Dầu khí & Nước lạnh
So sánh:
CF8M → Thép không gỉ
WCB → Thép carbon
Việc lựa chọn vật liệu phụ thuộc vào: Loại chất lỏng | Nhiệt độ | Ăn mòn | Yêu cầu vệ sinh
4️⃣ Hướng dòng chảy
➡ Mũi tên trên thân van chỉ hướng dòng chảy chính xác.
Van cầu và van một chiều phải được lắp đặt đúng cách.
Lắp đặt sai có thể gây ra: ❌ Rò rỉ
❌ Giảm hiệu suất
❌ Hư hỏng bên trong
❌ Xâm thực
5️⃣ Mã số lô sản xuất (Truy xuất nguồn gốc)
Ví dụ: 3VE56
✔ Theo dõi lô sản xuất
✔ Xác minh MTC
✔ Đáp ứng các yêu cầu QA/QC của ngành Dầu khí
Truy xuất nguồn gốc là bắt buộc trong các dự án EPC lớn.
✅ Trước khi lắp đặt bất kỳ van nào, Kiểm tra:
✔ Kích thước (NPS)
✔ Cấp áp suất
✔ Vật liệu thân van
✔ Hướng dòng chảy
✔ Nhà sản xuất
✔ Giấy chứng nhận vật liệu
Đây là một phần quan trọng của Kiểm tra trước khi lắp đặt.
🔥 Một kỹ sư biết cách đọc các ký hiệu trên van:
✔ Tiết kiệm thời gian
✔ Ngăn ngừa lỗi lắp đặt
✔ Đảm bảo an toàn
✔ Bảo vệ hệ thống khỏi sự cố
#Piping #Valves #MEP #FireProtection #OilAndGas #QAQC #Engineering #ASME #ASTM #MechanicalEngineering
Đường ống, Van, MEP, Phòng cháy chữa cháy, Dầu khí, QAQC, Kỹ thuật, ASME, ASTM, Kỹ thuật cơ khí