Các mối nguy hiểm tại nơi làm việc được phân loại thành một số loại chính để giúp đánh giá rủi ro và đào tạo an toàn, chẳng hạn như trong các buổi nói chuyện về hộp công cụ hoặc các phiên OPL (Tổn thất Phòng ngừa Người vận hành/Người vận hành). Các phân loại này hỗ trợ xác định, kiểm soát và ngăn ngừa thương tích hoặc bệnh tật. Các khung chung công nhận 6-7 loại chính dựa trên các tiêu chuẩn an toàn lao động.
Các loại nguy hiểm cốt lõi
-
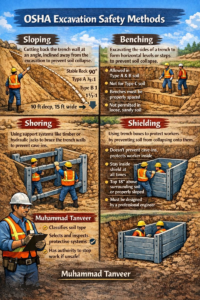
Các mối nguy hiểm về an toàn: Bao gồm trượt, vấp ngã, máy móc không được bảo vệ, sự cố điện và làm việc trên cao, có thể gây ra tai nạn ngay lập tức.
-
Nguy cơ hóa học: Tiếp xúc với chất rắn, chất lỏng, khí như chất tẩy rửa, khói, dung môi hoặc thuốc trừ sâu có thể gây kích ứng hoặc ngộ độc.
-
Nguy cơ sinh học: Rủi ro từ vi rút, vi khuẩn, nấm mốc, dịch cơ thể, động vật hoặc vật liệu lây nhiễm, phổ biến trong chăm sóc sức khỏe hoặc phòng thí nghiệm.
-
Nguy hiểm vật lý: Tiếng ồn, bức xạ, nhiệt độ khắc nghiệt, rung động hoặc áp suất ảnh hưởng đến cơ thể theo thời gian.
-
Nguy cơ công thái học: Chuyển động lặp đi lặp lại, tư thế xấu, nâng vật nặng hoặc trạm làm việc không đúng cách dẫn đến căng thẳng hoặc các vấn đề về cơ xương.
Danh mục bổ sung
Một số nguồn mở rộng bao gồm các mối nguy hiểm của tổ chức công việc (ví dụ: căng thẳng khối lượng công việc, bạo lực, quấy rối) và các mối nguy hiểm về môi trường (ví dụ: thời tiết khắc nghiệt, ô nhiễm). Các biện pháp kiểm soát như PPE, đào tạo và sửa chữa kỹ thuật áp dụng cho tất cả các loại.
Chia sẻ






🔍 OPL – CÁC LOẠI NGUY HIỂM TẠI NƠI LÀM VIỆC
🛠️ An toàn, Sức khỏe và Môi trường Kỹ thuật – Nhanh chóng xác định. Kiểm soát rủi ro. Bảo vệ tính mạng.
👉 An toàn không phải là lựa chọn, mà là trách nhiệm.
1️⃣ Nguy hiểm vật lý
🔊 Tiếng ồn
🔧 Rung động
🌡️ Nhiệt độ khắc nghiệt (Nóng/Lạnh)
💡 Ánh sáng không đủ hoặc không thích hợp
2️⃣ Nguy hiểm hóa học
🟫 Bụi
🌫️ Khói
🟦 Khí
🧪 Hơi
🧴 Chất lỏng và hóa chất
☣️ Chất độc hại, ăn mòn hoặc dễ cháy
3️⃣ Nguy hiểm sinh học
🧬 Vi khuẩn
🦠 Virus
🍄 Nấm
🩸 Tác nhân gây bệnh lây truyền qua đường máu
🐾 Chất thải động vật
4️⃣ Nguy hiểm về công thái học
🪑 Thiết kế trạm làm việc kém
🔁 Các chuyển động lặp đi lặp lại
📦 Xử lý thủ công
🧍♂️ Tư thế không thoải mái hoặc kéo dài
5️⃣ Nguy hiểm tâm lý xã hội
😣 Căng thẳng liên quan đến công việc
⚠️ Bạo lực nơi làm việc
🚫 Bắt nạt & quấy rối
📈 Khối lượng công việc quá tải
😴 Mệt mỏi
6️⃣ Các mối nguy hiểm về an toàn
⚠️ Trượt ngã
🏭 Máy móc không được bảo vệ
⚡ Nguy hiểm về điện
🪜 Làm việc trên cao
🔄 Thiết bị di chuyển
✳️BAHHOU HSE & TUÂN THỦ ✳️
🛡️ Phòng ngừa nguy hiểm bắt đầu từ việc xác định mối nguy hiểm.
🔎 Phát hiện mối nguy hiểm = kiểm soát rủi ro = bảo vệ tính mạng.
#HSE #SécuritéAuTravail #RiskManagement #PréventionDesRisques #OPL #SafetyFirst #SantéSécurité #Industrie #LeadershipHSE #ISO45001 #BahhouHSE
HSE, An toàn tại nơi làm việc, Quản lý rủi ro, Phòng ngừa rủi ro, OPL, An toàn là trên hết, Sức khỏe và an toàn, Công nghiệp, Lãnh đạo HSE, ISO 45001, Bahhou HSE