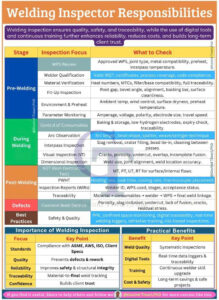
Kiểm soát chất lượng hàn (QC) đảm bảo mối hàn đáp ứng các thông số kỹ thuật về độ bền, an toàn và độ tin cậy thông qua các kiểm tra và thử nghiệm có hệ thống. Nó khác với đảm bảo chất lượng (QA), tập trung vào các quy trình phòng ngừa như xác nhận quy trình.
Các giai đoạn chính
QC xảy ra trong ba giai đoạn chính để phát hiện sớm các khuyết tật.
-
Mối hàn trước: Xác minh chứng chỉ vật liệu, chuẩn bị mối nối (kích thước và độ sạch), lắp đặt (khoảng cách và lớp nền) và trình độ thợ hàn.
-
Trong quá trình hàn: Theo dõi nhiệt độ làm nóng sơ bộ / xen kẽ, vật liệu độn, làm sạch giữa các lần lượt, hình thức hạt và tuân thủ Đặc điểm kỹ thuật quy trình hàn (WPS).
-
Sau hàn: Thực hiện kiểm tra trực quan và kiểm tra nâng cao dựa trên tiêu chuẩn, lớp mối hàn và nhu cầu của khách hàng.
Phương pháp kiểm tra
Các kỹ thuật phổ biến bao gồm từ cơ bản đến nâng cao cho các khuyết tật bề mặt và bên trong.
-
Kiểm tra trực quan các vấn đề về vết nứt, vết cắt hoặc kích thước.
-
Kiểm tra không phá hủy (NDT): Siêu âm cho các khuyết tật dưới bề mặt, chụp X quang cho hình ảnh bên trong, hạt từ tính hoặc thuốc nhuộm thâm nhập cho các vết nứt bề mặt.
-
Thử nghiệm phá hủy trên các mẫu để đánh giá quy trình, như thử nghiệm kéo hoặc uốn cong.
Tiêu chuẩn và tài liệu
Các tiêu chuẩn như AWS D1.1 hoặc ISO xác định mức chấp nhận (ví dụ: Cấp độ B/C đối với các điểm không hoàn hảo).
-
Tài liệu cốt lõi: WPS (hướng dẫn mối hàn), PQR (hồ sơ đánh giá quy trình), WPQ (trình độ thợ hàn), bản đồ mối hàn và kế hoạch kiểm tra.
Các cấp độ tiến triển từ kiểm tra dựa trên giao diện sang các tiêu chuẩn nội bộ tuân thủ mã hoặc tùy chỉnh để tối ưu hóa chất lượng.







Kiểm soát Chất lượng Hàn – Thông số & Tiêu chí Chấp nhận
Chất lượng hàn đóng vai trò quan trọng trong việc đảm bảo độ bền, an toàn và độ bền lâu của các cấu trúc chế tạo.
Để đạt được các mối hàn không có khuyết tật, việc kiểm soát các thông số hàn và kiểm tra QC nghiêm ngặt là rất cần thiết.
Tiêu chí Hàn Chấp nhận được:
▫️ Vết lõm: Độ sâu tối đa cho phép là 0,5 mm
▫️ Rỗ khí: Lỗ rỗ nhỏ và phân tán được chấp nhận; Không cho phép rỗ khí tập trung
▫️Bắn tóe: Tối thiểu và dễ làm sạch
▫️Sai lệch mối hàn: Trong phạm vi dung sai 1 mm
▫️Chồng lấp / thiếu vật liệu: Không chấp nhận được
⚙️ Các thông số hàn quan trọng để kiểm soát chất lượng:
▫️Dòng điện và điện áp hàn:
Dòng điện quá cao có thể gây ra vết lõm, trong khi dòng điện thấp có thể dẫn đến thiếu liên kết
▫️Tốc độ di chuyển:
Quá nhanh gây ra vết lõm; Tốc độ hàn quá chậm dẫn đến sự chồng lấp và lượng kim loại hàn dư thừa
▫️Lựa chọn que hàn/dây hàn:
Theo mác vật liệu cơ bản và WPS đã được phê duyệt
▫️Góc hàn:
Góc mỏ hàn/que hàn thích hợp (thường duy trì ở 70°–80°) đảm bảo mối hàn đồng đều và độ xuyên thấu tốt
▫️Chuẩn bị và làm sạch mối hàn:
Loại bỏ rỉ sét, dầu mỡ, hơi ẩm và bụi bẩn trước khi hàn là bắt buộc
🔍 Kiểm soát chất lượng trong quá trình hàn đảm bảo:
✔ Mối hàn đồng đều và độ xuyên thấu tốt
✔ Tuân thủ bản vẽ và tiêu chuẩn
✔ Giảm thiểu khuyết tật, làm lại và hàng lỗi
✔ Mối hàn chắc chắn, an toàn và đáng tin cậy
👉 Hàn tốt không phải là ngẫu nhiên — nó đạt được bằng cách kiểm soát các thông số và tuân thủ kỷ luật chất lượng.