Các công cụ hỗ trợ AI và tối ưu hóa quy trình có thể tăng đáng kể hiệu quả kiểm tra bằng cách tự động hóa các tác vụ quản trị và ưu tiên các khu vực có tác động cao. 12 cách thực tế này tập trung vào những thay đổi chi phí thấp hoặc miễn phí bằng cách sử dụng các công cụ miễn phí, công nghệ hiện có và các chiến lược thông minh để đạt được lợi nhuận gấp 10 lần mà không cần thêm nhân viên hoặc ngân sách.
Danh sách kiểm tra kỹ thuật số
Chuyển sang danh sách kiểm tra kỹ thuật số miễn phí thông qua Google Trang tính hoặc các ứng dụng như MaintainX để chuẩn hóa quy trình và loại bỏ lỗi giấy tờ. Điều này đảm bảo bảo phủ sóng hoàn toàn mà không lãng phí thời gian cho các mặt hàng không liên quan.
Teams báo cáo kiểm tra nhanh hơn, nhất quán hơn khi danh sách kiểm tra hướng dẫn tập trung và tự động tạo báo cáo cơ bản.
Tự động hóa báo cáo AI
Sử dụng các ứng dụng AI như Inspect360 để tự động tạo báo cáo từ ảnh và ghi chú, cắt giảm thời gian hậu kiểm từ vài giờ xuống còn vài phút. Các thanh tra dành ít thời gian hơn để đánh máy và nhiều hơn tại hiện trường, cho phép kiểm tra nhiều hơn 2,5X-3 lần mỗi tuần.
Xem lại đầu ra AI để đảm bảo độ chính xác thay vì tạo từ đầu.
Ưu tiên dựa trên rủi ro
Thực hiện kiểm tra dựa trên rủi ro (RBI) bằng cách đánh giá thiết bị hoặc khu vực về xác suất và tác động của sự cố, sau đó kiểm tra các mặt hàng có rủi ro cao thường xuyên hơn trong khi kéo dài khoảng thời gian rủi ro thấp. Điều này tối ưu hóa lịch trình, giảm tổng nỗ lực từ 10-60%.
Tập trung nguồn lực vào những nơi quan trọng nhất để đảm bảo an toàn và hiệu quả hơn.
Ứng dụng di động
Áp dụng các ứng dụng kiểm tra di động miễn phí (ví dụ: bậc miễn phí MaintainX, ClickUp) cho danh sách kiểm tra ngoại tuyến, chụp ảnh bằng GPS và báo cáo tức thì. Loại bỏ việc nhập dữ liệu thủ công và cho phép đồng bộ hóa thời gian thực.
Các nhóm thực địa hoàn thành nhiệm vụ nhanh hơn với tính năng xác thực và ghi nhật ký bằng chứng tích hợp.
Giám sát IoT
Triển khai cảm biến IoT chi phí thấp để giám sát liên tục các thông số chính theo thời gian thực, cảnh báo các vấn đề trước khi kiểm tra toàn diện. Giảm đến 70% kiểm tra khẩn cấp và cho phép bảo trì dự đoán.
Sử dụng các thiết bị thông minh hiện có hoặc cảm biến giá cả phải chăng cho dữ liệu liên tục mà không cần truy cập thủ công liên tục.
Kiểm tra bằng máy bay không người lái
Đối với các khu vực rộng lớn hoặc khó tiếp cận, hãy sử dụng máy bay không người lái giá cả phải chăng (dưới 500 đô la) với camera để có phạm vi bao phủ hình ảnh nhanh hơn 80-90% so với thang hoặc giàn giáo. Chụp ảnh nhiệt và bản đồ 3D một cách an toàn.
Lý tưởng cho các cơ sở ở Việt Nam như nhà máy hoặc địa điểm ở Ninh Bình.
Mẫu tiêu chuẩn hóa
Tạo các mẫu có thể tái sử dụng cho các cuộc kiểm tra thông thường để tăng tốc độ nhập dữ liệu và đảm bảo tính nhất quán giữa các thành viên trong nhóm. Các công cụ miễn phí như Google Biểu mẫu hoặc phiên bản cộng đồng Odoo hỗ trợ điều này.
Giảm thời gian đào tạo và lỗi trong các lần kiểm tra lặp đi lặp lại.
Tập trung dữ liệu đám mây
Lưu trữ tất cả dữ liệu kiểm tra trong các nền tảng đám mây miễn phí (ví dụ: Google Drive, bậc miễn phí của Flowdit) để truy cập, cộng tác và phân tích tức thì. Không còn phải tìm kiếm email hoặc ổ đĩa cho các báo cáo trước đây.
Tạo xu hướng để tinh chỉnh các kế hoạch trong tương lai mà không tốn thêm chi phí phần mềm.
Phân tích dự đoán
Phân tích dữ liệu kiểm tra lịch sử trong các công cụ miễn phí như Google Trang tính để dự báo các vấn đề và chủ động điều chỉnh lịch trình. Ngăn ngừa hỏng hóc và cắt giảm các kiểm tra định kỳ không cần thiết.
Các công thức cơ bản phát hiện các mô hình, kéo dài khoảng thời gian cho các tài sản ổn định.
Tự động hóa trực quan
Tận dụng camera điện thoại với phân tích ảnh AI miễn phí (ví dụ: Google Lens tích hợp sẵn hoặc các ứng dụng ML cơ bản) để phát hiện lỗi tức thì trong quá trình làm việc tại chỗ. Tăng tốc độ kiểm tra trực quan gấp 5-10 lần so với kiểm tra thủ công.
Kết hợp với ghi chú thoại để ghi nhật ký rảnh tay.
KPI của nhà cung cấp
Theo dõi hiệu suất của nhà cung cấp bằng các bảng tính được chia sẻ đơn giản để đánh giá những bảng tính đáng tin cậy, giảm kiểm tra đến bằng cách tập trung kiểm tra vào những người hoạt động kém. Cắt giảm khối lượng tổng thể mà không làm giảm chất lượng.
Đặt các ngưỡng như tỷ lệ lỗi để tự động hóa các quyết định.
Kiểm tra hàng loạt
Nhóm các thiết bị hoặc địa điểm tương tự để kiểm tra đồng thời bằng cách sử dụng lấy mẫu đại diện, áp dụng kết quả trên toàn lô. Phần mềm miễn phí như OpenQMS hỗ trợ điều này để giảm tới 60% công sức.
Lý tưởng để sản xuất cân phổ biến ở Việt Nam.
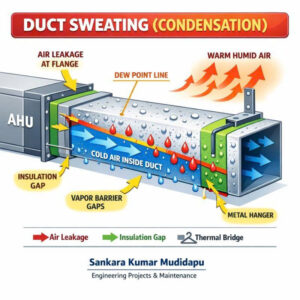



Hiện tượng đọng hơi nước trong ống dẫn khí không phải là vấn đề tính toán thiết kế.
Đây là điều mà hầu hết các kỹ sư HVAC gặp phải trong quá trình vận hành thử và vận hành hệ thống, đặc biệt là trong môi trường độ ẩm cao và môi trường dược phẩm.
Tôi đã tận mắt chứng kiến những ống dẫn khí trông hoàn hảo trên bản vẽ, nhưng nước vẫn nhỏ giọt tại công trường chỉ sau vài ngày vận hành.
Vậy điều gì thực sự đã xảy ra?
🔍 Nguyên nhân thực sự gây ra hiện tượng đọng hơi nước trong ống dẫn khí (Các trường hợp thực tế tại công trường)
1️⃣ Lớp cách nhiệt trông ổn, nhưng thi công kém
Trên giấy tờ, độ dày lớp cách nhiệt là đúng.
Tại công trường:
• Khe hở tại các mối nối
• Lớp cách nhiệt bị bẹp
• Lớp màng chống hơi ẩm bị hư hỏng
Ngay cả những khe hở nhỏ cũng đủ để bắt đầu hiện tượng ngưng tụ.
2️⃣ Rò rỉ khí tại các mối nối, mặt bích và cửa ra vào
Đây là một trong những vấn đề phổ biến nhất tại công trường.
Không khí lạnh cấp vào bị rò rỉ ra ngoài →
Bề mặt ngoài của ống dẫn khí bị nguội cục bộ →
Hiện tượng ngưng tụ bắt đầu chính xác tại các điểm rò rỉ.
Đó là lý do tại sao hiện tượng đọng hơi nước thường xảy ra:
• Gần các mặt bích
• Tại các cửa kiểm tra
• Xung quanh các mối nối được bịt kín kém
3️⃣ Bỏ qua độ ẩm phòng cao
Khi độ ẩm tương đối trong phòng tăng lên:
• Điểm sương tăng lên
• Nhiệt độ bề mặt ống dẫn giảm xuống dưới điểm sương
Ngay cả một ống dẫn được cách nhiệt tốt cũng có thể bị đọng hơi nước nếu việc kiểm soát độ ẩm kém.
4️⃣ Giá đỡ và móc treo bằng kim loại
Các giá đỡ trần hoạt động như cầu nhiệt.
Đó là lý do tại sao hiện tượng đọng hơi nước xuất hiện:
• Chỉ ở vị trí móc treo
• Ngay cả khi phần còn lại của ống dẫn khô ráo
Đây là một vấn đề thi công điển hình.
🛠️ Những giải pháp thực sự hiệu quả tại công trường (Các biện pháp đã được chứng minh)
✔️ Cách nhiệt liên tục không có khe hở
✔️ Bịt kín các chỗ rò rỉ đường ống đúng cách TRƯỚC KHI cách nhiệt
✔️ Bịt kín lớp màng chống hơi ẩm tại tất cả các mối nối
✔️ Giá đỡ và móc treo được cách nhiệt
✔️ Kiểm soát độ ẩm, không chỉ nhiệt độ
Sau khi thực hiện đúng cách, hiện tượng đọng hơi nước sẽ chấm dứt vĩnh viễn, chứ không phải tạm thời.
⸻
🧠 Bài học thực tiễn về HVAC
Nếu nhiệt độ bề mặt đường ống xuống dưới điểm sương trong phòng,
không có phép tính độ dày lớp cách nhiệt nào có thể cứu bạn
trừ khi việc bịt kín, kiểm soát rò rỉ và thi công được thực hiện đúng cách.
🎯 Kết luận cuối cùng
Hiện tượng đọng hơi nước trong đường ống không phải là lỗi thiết kế.
Nó thường là lỗi thi công, rò rỉ khí hoặc kiểm soát độ ẩm.
Sankara Kumar Mudidapu
Các Dự Án Kỹ Thuật & Bảo Trì
#HVAC #DuctSweating
#HVACExecution #SiteEngineering
#HVACTroubleshooting
#PharmaceuticalHVAC #CleanroomHVAC #engineeringprojects #Engineeringmaintenace #Ahus #cleanrooms #Pharma #Projects
Hệ Thống Điều Hòa Không Khí (HVAC), Hiện tượng đọng hơi nước ở Ống Dẫn Khí, Thi Công Hệ Thống Điều Hòa Không Khí, Kỹ Thuật Công Trường, Khắc Phục Sự Cố Hệ Thống Điều Hòa Không Khí (HVAC), Hệ Thống Điều Hòa Không Khí Dược Phẩm, Hệ Thống Điều Hòa Không Khí Phòng Sạch, Các Dự Án Kỹ Thuật, Bảo Trì Kỹ Thuật, Ahus, phòng sạch, Dược phẩm, Các Dự Án