Theo cấu tạo và hình thức
-
Cầu chì có thể quấn lại (kit-kat): Phổ biến trong nước cũ hơn và điện áp thấptage cài đặt; Phần tử cầu chì (dây) có thể được thay thế sau khi thổi.
-
Cầu chì cartridge: Ống thủy tinh hoặc gốm kèm theo có nắp cuối kim loại; được sử dụng rộng rãi trong các thiết bị công nghiệp và thương mại.
-
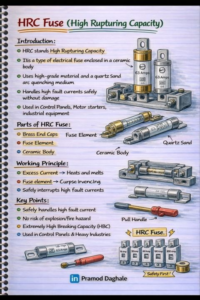
Cầu chì HRC (Khả năng vỡ cao): Một loại cầu chì hộp mực được thiết kế để ngắt dòng sự cố rất cao một cách an toàn, thường chứa đầy cát để làm nguội hồ quang.
-
Cầu chì lưỡi (ô tô): Cầu chì “lưỡi dao” bọc nhựa được sử dụng trong xe cộ và hệ thống DC điện áp thấp; được mã hóa màu theo xếp hạng hiện tại.
-
Cầu chì SMD và chip: Các loại gắn trên bề mặt nhỏ hoặc có chì cho PCB, bao gồm cầu chì dạng ống thủy tinh, thân gốm và chip.
Theo loại hiện tại và điện áp
-
Cầu chì AC: Được thiết kế cho các mạch điện xoay chiều; hồ quang tự dập tắt khi điện áp đi qua không.
-
Cầu chì DC: Được chế tạo cho các hệ thống dòng điện một chiều; Khoảng trống dài hơn hoặc thiết kế đặc biệt làm giảm hồ quang vì điện áp không tự nhiên vượt qua không.
-
Cầu chì phân phối và điện áp cao: Được sử dụng trên đường dây điện và máy biến áp (ví dụ: cầu chì HRC đẩy hoặc chứa đầy chất lỏng).
Theo tốc độ hoạt động
-
Cầu chì hoạt động nhanh (thổi nhanh): Xóa lỗi gần như ngay lập tức; được sử dụng ở những nơi ngay cả quá tải ngắn cũng có hại (ví dụ: bảo vệ chất bán dẫn).
-
Cầu chì hoạt động chậm (thổi chậm hoặc trễ thời gian): Chịu được dòng điện tăng vọt ngắn (như khởi động động cơ) nhưng vẫn bảo vệ khỏi quá tải liên tục.
-
Cầu chì siêu nhanh: Được tối ưu hóa để bảo vệ các linh kiện điện tử nhạy cảm chống lại dòng điện tăng đột biến rất mạnh.
Theo chức năng đặc biệt
-
Cầu chì nhiệt: Các liên kết nhiệt sử dụng một lần mở ở một nhiệt độ cụ thể, được sử dụng trong các thiết bị có nguy cơ quá nhiệt.
-
Thiết bị có thể đặt lại (PTC / polyfuse): “Cầu chì” trạng thái rắn giúp tăng điện trở khi quá tải và đặt lại sau khi làm mát.
-
Cầu chì tiền đạo: Chi tiết cơ học kích hoạt công tắc hoặc báo động khi cầu chì nổ, hữu ích trong các sơ đồ bảo vệ.


(St.)
Chia sẻ






Các loại cầu chì điện
(1) Cầu chì có thể thay thế (Kit-Kat) là loại cầu chì cơ bản và tiết kiệm được sử dụng trong gia đình. Nó có dây cầu chì có thể thay thế, sẽ tan chảy khi dòng điện quá tải, bảo vệ mạch điện khỏi quá tải và ngắn mạch.
(2) Cầu chì dạng hộp được bao bọc trong thân thủy tinh hoặc gốm, mang lại độ an toàn và độ tin cậy tốt hơn. Nó được sử dụng rộng rãi trong các thiết bị và bảng điều khiển công nghiệp, có sẵn loại thổi nhanh và thổi chậm.
(3) Cầu chì HRC (Khả năng phá vỡ cao) được thiết kế cho dòng điện sự cố cao. Nó sử dụng cát thạch anh để dập tắt hồ quang và thường được sử dụng trong các hệ thống công nghiệp và bảng điều khiển.
(4) Cầu chì tự rơi được sử dụng trong đường dây trên không và trạm biến áp. Nó cung cấp dấu hiệu sự cố rõ ràng bằng cách rơi xuống khi bị nổ, đảm bảo an toàn trong quá trình bảo trì.
(2) Cầu chì dạng ống được bao bọc trong thân thủy tinh hoặc gốm, mang lại độ an toàn và độ tin cậy tốt hơn. Nó được sử dụng rộng rãi trong các thiết bị và bảng điều khiển công nghiệp, có sẵn loại thổi nhanh và thổi chậm.
(3) Cầu chì HRC (Khả năng phá vỡ cao) được thiết kế cho dòng điện sự cố cao. Nó sử dụng cát thạch anh để dập tắt hồ quang và thường được sử dụng trong các hệ thống công nghiệp và bảng điều khiển.
(4) Cầu chì tự rơi được sử dụng trong đường dây trên không và trạm biến áp. Nó cung cấp dấu hiệu sự cố rõ ràng bằng cách rơi xuống khi bị nổ, đảm bảo an toàn trong quá trình bảo trì … (5) Cầu chì nhiệt hoạt động dựa trên nhiệt độ. Nó ngắt mạch khi xảy ra hiện tượng quá nhiệt và thường được sử dụng trong các thiết bị như máy sưởi và bàn là.
(6) Cầu chì thu nhỏ (dạng lưỡi) nhỏ gọn và được mã hóa màu, chủ yếu được sử dụng trong xe cộ và thiết bị điện tử để dễ dàng nhận biết và thay thế.
(7) Cầu chì phóng điện bảo vệ đường dây phân phối bằng cách phóng khí để dập tắt hồ quang trong trường hợp sự cố.
(8) Cầu chì PTC tự phục hồi (PTC) tự động đặt lại sau khi nguội, thích hợp cho các mạch điện tử và các ứng dụng điện áp thấp.
Nhìn chung, các loại cầu chì này đảm bảo an toàn điện bằng cách ngắt dòng điện quá mức và ngăn ngừa hư hỏng.