Tổng quan về NFPA 704
NFPA 704 Hazard Diamond, còn được gọi là kim cương lửa, là một hệ thống dán nhãn tiêu chuẩn được phát triển bởi Hiệp hội Phòng cháy chữa cháy Quốc gia để truyền đạt các mối nguy hiểm của vật liệu trong các trường hợp khẩn cấp như hỏa hoạn hoặc tràn. Nó sử dụng một bảng hình kim cương được chia thành bốn phần, mỗi phần được mã hóa màu cho các rủi ro cụ thể, hỗ trợ lính cứu hỏa và người ứng phó trong việc ra quyết định nhanh chóng.
Cấu trúc hình thoi
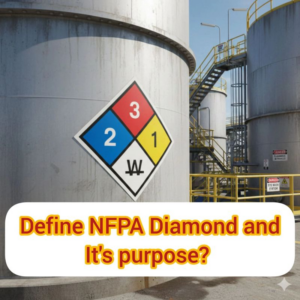
Hình thoi xoay vuông tại điểm với bốn góc phần tư: màu xanh lam (nguy hiểm cho sức khỏe, bên trái hoặc 9 giờ), màu đỏ (dễ cháy, trên cùng hoặc vị trí 12 giờ), màu vàng (không ổn định / phản ứng, bên phải hoặc vị trí 3 giờ) và màu trắng (mối nguy hiểm đặc biệt, đáy hoặc 6 giờ). Các số từ 0 (nguy cơ tối thiểu) đến 4 (nguy hiểm nghiêm trọng) đánh giá sức khỏe, tính dễ cháy và không ổn định dựa trên rủi ro phơi nhiễm cấp tính, trong khi phần màu trắng sử dụng các ký hiệu như “OX” cho chất oxy hóa hoặc “W” cho phản ứng với nước.
Ví dụ xếp hạng
-
Sức khỏe (Màu xanh lam): 4 có nghĩa là các vật liệu như hydrogen xyanua gây tử vong hoặc thương tích nặng do tiếp xúc trong thời gian ngắn; 0 cho biết không có tác hại đáng kể.
-
Tính dễ cháy (Đỏ): 4 bao gồm khí hoặc chất lỏng bốc cháy dưới 73 ° F (23 ° C), chẳng hạn như axetylen; 0 đối với vật liệu không cháy.
-
Tính không ổn định (Màu vàng): 4 biểu thị các vật liệu dễ kích nổ như nitroglycerin; 0 đối với các hợp chất ổn định.
Các mối nguy hiểm đặc biệt trong màu trắng bao gồm axit (cor), kiềm (alk) hoặc phóng xạ (ký hiệu bức xạ).
NFPA Diamond là gì và mục đích của nó?
📌 NFPA Diamond là gì?
NFPA Diamond (còn được gọi là NFPA 704) là một hệ thống nhận dạng mối nguy hiểm được mã hóa màu sắc, được sử dụng để hiển thị nhanh chóng các mối nguy hiểm về sức khỏe, cháy nổ và phản ứng của hóa chất.
Nó được phát triển bởi Hiệp hội Phòng cháy chữa cháy Quốc gia (NFPA).
🎯 Mục đích của Biểu tượng Kim cương NFPA
✔ Giúp lính cứu hỏa và nhân viên cứu hộ khẩn cấp
✔ Nhanh chóng xác định các mối nguy hóa chất trong trường hợp khẩn cấp
✔ Giảm thời gian phản ứng trong trường hợp hỏa hoạn hoặc tràn đổ
✔ Ngăn ngừa việc xử lý hóa chất sai cách
✔ Hỗ trợ lưu trữ và vận chuyển an toàn
🔷 Hiểu về các màu sắc của Biểu tượng Kim cương NFPA
🔵 Xanh lam – Nguy hiểm cho sức khỏe
Cho thấy mức độ nguy hại của hóa chất đối với con người
Thang điểm: 0 (không nguy hiểm) đến 4 (gây chết người)
🔴 Đỏ – Dễ cháy
Cho thấy vật liệu dễ bắt lửa như thế nào
Thang điểm: 0 (không cháy) đến 4 (rất dễ cháy)
🟡 Vàng – Khả năng phản ứng / Không ổn định
Cho thấy nguy cơ nổ hoặc phản ứng dữ dội
Thang điểm: 0 (ổn định) đến 4 (có thể nổ)
⚪ Trắng – Mối nguy đặc biệt
Cho thấy các cảnh báo đặc biệt như:
• W = phản ứng với nước
• OX = chất oxy hóa
• COR = Ăn mòn
🧠 Ví dụ thực tế dễ hiểu
Một thùng hóa chất cho thấy:
🔵 3 (nguy hiểm nghiêm trọng cho sức khỏe)
🔴 4 (dễ cháy)
🟡 1 (phản ứng nhẹ)
⚪ W (không được dùng nước)
➡ Lính cứu hỏa ngay lập tức biết không được dùng nước và phải mặc đầy đủ đồ bảo hộ.
🚨 Tại sao Biểu tượng Kim cương NFPA lại quan trọng trong an toàn
• Cứu sống người trong trường hợp khẩn cấp
• Bắt buộc ở khu vực lưu trữ hóa chất
• Câu hỏi phỏng vấn HSE rất phổ biến
• Hỗ trợ hệ thống truyền đạt thông tin về mối nguy hiểm
#NFPADiamond #ChemicalSafety #HSETraining #FireSafety #HazardIdentification #SafetyOfficer #IndustrialSafety #SafetyEducation
Biểu tượng Kim cương NFPA, An toàn Hóa chất, Đào tạo HSE, An toàn Phòng cháy chữa cháy, Nhận diện Mối nguy hiểm, Cán bộ An toàn, An toàn Công nghiệp, Giáo dục An toàn
Chia sẻ







NFPA 704 – Giải thích về Biểu đồ hình thoi Nguy hiểm
Hiểu rõ các mối nguy hiểm hóa chất một cách nhanh chóng là rất quan trọng để ứng phó khẩn cấp hiệu quả.
Biểu đồ hình thoi Nguy hiểm NFPA 704 cung cấp một cách nhanh chóng và tiêu chuẩn hóa để xác định các mối nguy hiểm về sức khỏe, khả năng cháy, khả năng phản ứng và các mối nguy hiểm đặc biệt của hóa chất—đặc biệt là trong trường hợp khẩn cấp.
🔹 Màu xanh lam biểu thị các mối nguy hại cho sức khỏe
🔹 Màu đỏ biểu thị nguy cơ dễ cháy
🔹 Màu vàng biểu thị khả năng phản ứng hoặc không ổn định
🔹 Màu trắng làm nổi bật các mối nguy hiểm đặc biệt như phản ứng với nước hoặc chất oxy hóa
Mỗi phần được đánh giá từ 0 (nguy hiểm tối thiểu) đến 4 (nguy hiểm nghiêm trọng), cho phép các nhân viên cứu hộ khẩn cấp và các chuyên gia an toàn đưa ra quyết định nhanh chóng và sáng suốt.
📍 Thường được sử dụng trên các bể chứa hóa chất, các cơ sở công nghiệp, phòng thí nghiệm và khu vực lưu trữ nhiên liệu.
🧪 Ví dụ minh họa: Acetone
Nguy cơ sức khỏe thấp, dễ cháy và ổn định về mặt hóa học.
⚠️ Lưu ý quan trọng: NFPA 704 được thiết kế cho ứng phó khẩn cấp và không thay thế nhãn SDS hoặc GHS cho các hoạt động hàng ngày.
Kiến thức an toàn cứu sống con người.
#NFPA704 #HazardDiamond #OccupationalSafety #ProcessSafety
#ChemicalSafety #HSE #FireSafety #EmergencyResponse
#SafetyProfessionals #IndustrialSafety
#OccupationalSafety #HSE #ToolboxTalk #SafetyCulture #RiskManagement #JobSiteSafety #SafetyFirst #Scaffolding #FallProtection #WorkAtHeight #SafetyHarness
#OSHA1926 #Engineering
#CivilEngineering #Construction
NFPA 704, Hình thoi Nguy Hiểm, An Toàn Lao Động, An Toàn Quy Trình, An Toàn Hóa Chất, HSE, An Toàn Cháy Nổ, Ứng Cứu Khẩn Cấp, Chuyên Gia An Toàn, An Toàn Công Nghiệp, An Toàn Lao Động, HSE, Thảo Luận An Toàn, Văn Hóa An Toàn, Quản Lý Rủi Ro, An Toàn Tại Công Trường, An Toàn Là Trên Hết, Giàn Giáo, Bảo Vệ Ngã, Làm Việc Trên Cao, Dây An Toàn, OSHA 1926, Kỹ Thuật, Kỹ Thuật Xây Dựng, Xây Dựng
(5) Post | LinkedIn