Bạn đến một địa điểm…
Bạn thấy một hộp nối #Ex với nhiều đầu nối #glands…
Mọi thứ trông có vẻ “đã được lắp đặt”.
Nhưng câu hỏi thực sự là:
Bạn đang thực sự kiểm tra… hay chỉ đang nhìn?
⸻
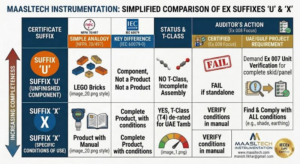
Đối với người kiểm tra mới bắt đầu — hãy bắt đầu đơn giản
Khi bạn đứng trước một hộp như thế này, đừng suy nghĩ quá nhiều.
Tập trung vào các yếu tố cơ bản:
⸻
1. Độ kín của đầu nối cáp #CableGland
• Loại phù hợp với #Ex protection
• Siết chặt đúng cách (không bị lỏng)
• Không có ren bị hỏng hoặc nứt
⸻
2. Làm kín #IngressProtection
• Có khe hở nào không?
• Thiếu gioăng?
• Có dấu hiệu nước hoặc bụi xâm nhập không?
⸻
3. Tình trạng cáp #CableInspection
• Không có vết cắt/nứt
• Không có dấu hiệu quá nhiệt
• Uốn cong đúng cách (không gây áp lực lên đầu nối)
⸻
4. Nối đất & liên kết #Earthing
• Đầu nối được nối đất đúng cách
• Có sự liên tục
• Không có kết nối nối đất bị lỏng
⸻
5. Phù hợp với chứng nhận #IEC60079
• Ký hiệu trên hộp có khớp với khu vực không?
• Có phù hợp với khu vực và nhóm khí không?
⸻
Sai lầm phổ biến nhất của người mới bắt đầu
Họ cố gắng nhớ mọi thứ cùng một lúc…
Và bỏ sót những điều hiển nhiên.
⸻
Cách tiếp cận đúng đắn
Bắt đầu với những gì bạn có thể nhìn thấy và xác minh:
✔ Chắc chắn
✔ Được làm kín
✔ Không bị hư hại
✔ Đúng loại
Sau đó đi sâu hơn.
⸻
Thực tế tại hiện trường
Kiểm tra tốt không phải là về sự phức tạp…
Mà là về sự kỷ luật trong các bước kiểm tra đơn giản.
⸻
Bởi vì trong các khu vực nguy hiểm:
Chi tiết nhỏ nhất… cũng có thể là nguồn gây cháy.
⸻
#ExInspection #IECEx #CompEx #HazardousAreas #CableGland #InspectionBasics #OilAndGas #ElectricalSafety
Kiểm tra Ex, IECEx, CompEx, Khu vực nguy hiểm, Đầu nối cáp, Cơ bản về kiểm tra, Dầu khí, An toàn điện

(3) Post | LinkedIn
#Nhóm_Khí-#Gas_Group.
Trong socket Appleton này, bạn có thể thấy:
Vùng 1 Loại I – Nhóm IIB + H₂
Thoạt nhìn, nhiều người bỏ qua điều này…
Nhưng đối với các kiểm tra viên, dòng này rất quan trọng.
⸻
#What_are_Gas_Groups-Nhóm_Khí_là_gì?
Theo tiêu chuẩn #IEC 60079-0, khí được #classified –phân loại dựa trên mức độ dễ bắt lửa:
• #IIA → Khí ít nguy hiểm hơn (#Propane)
• #IIB → Khí có nguy cơ trung bình (#Ethylene)
• #IIC → Khí nguy hiểm nhất (#Hydrogen,, Acetylene)
⸻
Quy tắc đơn giản
IIC là nguy hiểm nhất → sau đó là IIB → rồi đến IIA
Và đây là điểm mấu chốt:
✔ Thiết bị được xếp hạng IIC có thể được sử dụng trong IIB và IIA
✔ Thiết bị được xếp hạng IIB có thể được sử dụng trong IIA
❌ Nhưng KHÔNG được ngược lại
⸻
“IIB + H₂” nghĩa là gì?
Đây là điểm mà nhiều người nhầm lẫn.
Thông thường, hydro thuộc nhóm:
→ Nhóm IIC
Nhưng thiết bị này được đánh dấu:
IIB + H₂
#Meaning:-Ý nghĩa:
• Thiết bị được thiết kế để xử lý khí nhóm IIB
• VÀ đã được kiểm tra/phê duyệt cụ thể cho hydro
Vì vậy, thay vì ghi đầy đủ IIC, nhà sản xuất ghi rõ:
→ “Phù hợp với IIB + Hydro”
Điều này thường liên quan đến các hạn chế về thiết kế như:
• thiết kế đường dẫn lửa
• khoảng cách an toàn
• thể tích bên trong
⸻
#Why_does_this_matter_in_inspection–Tại sao điều này quan trọng trong quá trình kiểm tra?
Vì việc chọn sai nhóm khí = nguy cơ cháy nổ thực sự.
Nếu khu vực của bạn chứa:
• Hydro → bạn phải kiểm tra cẩn thận
• Không phải tất cả thiết bị IIB đều an toàn trừ khi được đánh dấu +H₂
⸻
#What_should_you_do_as_an_inspector-Bạn nên làm gì với tư cách là người kiểm tra?
• Luôn so sánh phân loại khí trong khu vực với ký hiệu trên thiết bị
• Không bao giờ cho rằng IIB = an toàn cho Hydro
• Đọc kỹ toàn bộ nhãn mác — không đọc một phần
⸻
#Field_reality–Thực_tế_hiện_trường
Nhiều công trình lắp đặt đạt yêu cầu về mặt hình thức…
Nhưng lại không đạt yêu cầu về mặt kỹ thuật vì:
→ #Gas_group_mismatch–Không_phù_hợp_nhóm_khí
Và đây là điều mà chỉ có thanh tra viên được đào tạo mới phát hiện ra.
⸻
#IECEx #CompEx #GasGroups #HazardousAreas #ExplosionProtection #IIC #IIB #IIA #Hydrogen #ExInspection #IEC60079 #OilAndGas
IEC Ex, Comp Ex, Nhóm khí, Khu vực nguy hiểm, Bảo vệ chống cháy nổ, IIC, IIB, IIA, Hydro, Kiểm tra chống cháy nổ, IEC 60079, Dầu khí.

(2) Post | LinkedIn
(3) Post | LinkedIn
(St.)


 Ankush Sharma
Ankush Sharma



Nếu bạn chưa bao giờ hiểu cách siết chặt ốc vít thì đây là cơ hội để bạn học cách siết chặt và chia sẻ kiến thức này với tất cả các kỹ thuật viên bảo trì của mình.
Lợi ích của việc siết chặt ốc vít:
Siết chặt ốc vít mang lại một số lợi ích, bao gồm:
Tính nhất quán: Đảm bảo ốc vít được siết chặt đến một mức độ cụ thể, giảm nguy cơ siết quá lỏng hoặc quá chặt.
Độ bền mối nối tối ưu: Tạo ra một mối nối chắc chắn, chống lại sự lỏng lẻo do rung động, giãn nở/co lại nhiệt hoặc các lực tác động từ bên ngoài.
Ngăn ngừa hư hỏng: Tránh gây ứng suất quá mức lên các bộ phận, kéo dài tuổi thọ của chúng và giảm nguy cơ hư hỏng sớm.
Bảo tồn vật liệu: Ngăn ngừa việc cần dùng lực quá mức có thể làm hỏng hoặc biến dạng các vật liệu được siết chặt.
Dễ bảo trì: Giảm nhu cầu siết chặt lại thường xuyên, tiết kiệm thời gian và nguồn lực về lâu dài.
Những lợi ích này đặc biệt quan trọng trong các ứng dụng quan trọng, nơi mà sự hỏng hóc của mối nối có thể dẫn đến hậu quả thảm khốc, chẳng hạn như trong ngành hàng không vũ trụ hoặc tất cả các nhà máy công nghiệp.