Dung sai chống ăn mòn (CA) cung cấp thêm độ dày vật liệu trong đường ống, bình chứa hoặc thiết bị để tính đến tổn thất kim loại dự kiến do ăn mòn trong suốt vòng đời thiết kế, đảm bảo tính toàn vẹn và an toàn của áp suất.
Định nghĩa
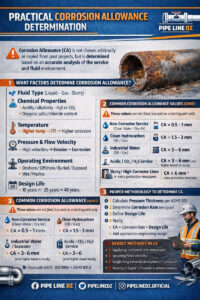
Dung sai chống ăn mòn (CA) là độ dày thành bổ sung được thêm vào vượt quá mức tối thiểu cần thiết cho độ bền cơ học, bù đắp cho sự ăn mòn dự kiến mà không ảnh hưởng đến tính toàn vẹn của cấu trúc.
Tính toán
Các nhà thiết kế tính toán CA bằng công thức: CA = Tỷ lệ ăn mòn (CR) × Tuổi thọ thiết kế (DL), thường có biên độ an toàn; Tỷ lệ phổ biến là tính bằng mm/năm hoặc mils mỗi năm (MPY). Đối với thép cacbon trong đường ống xử lý, các giá trị điển hình nằm trong khoảng từ 1,6 mm (1/16 inch) đối với dịch vụ nhẹ đến tối đa 6,4 mm (1/4 inch), theo các tiêu chuẩn như ASME B31.3.
Giá trị tiêu biểu
-
Dịch vụ không ăn mòn: 1,0–1,5 mm
-
Ăn mòn nhẹ: 3.0 mm
-
Ăn mòn nghiêm trọng: 6,0 mm
Thép không gỉ thường yêu cầu CA bằng không trừ khi áp dụng các điều kiện cụ thể.
Các yếu tố ảnh hưởng đến CA
Các yếu tố môi trường như loại chất lỏng, nhiệt độ, pH, vận tốc dòng chảy và độ ẩm ảnh hưởng đến tốc độ ăn mòn và do đó CA cần thiết. Giá trị cao hơn làm tăng trọng lượng và nhu cầu hỗ trợ nhưng tránh thay thế thường xuyên.
Chia sẻ










Dung sai chống ăn mòn không phải là một con số ngẫu nhiên.
Trong thiết kế kỹ thuật đường ống đúng cách,
Dung sai chống ăn mòn (CA) không được chọn bằng cách ước tính hoặc sao chép từ một dự án trước đó,
mà được xác định dựa trên phân tích thực tế về bản chất của dịch vụ và môi chất vận chuyển.
⚙️ Đầu tiên: Điều gì xác định giá trị của Dung sai ăn mòn?
Việc xác định CA phụ thuộc vào sự kết hợp của nhiều yếu tố, trong đó quan trọng nhất là:
🔹 Loại chất lỏng (lỏng – khí – hỗn hợp)
🔹 Tính chất hóa học
Axit/Kiềm
Chứa H₂S hoặc CO₂
Hàm lượng oxy
Hàm lượng muối hoặc clorua
🔹 Nhiệt độ
Nhiệt độ càng cao, ăn mòn càng nhanh
🔹 Áp suất và vận tốc dòng chảy
Vận tốc cao làm tăng sự xói mòn và ăn mòn
🔹 Môi trường hoạt động
Trên bờ/Ngoài khơi
Chôn vùi/Tiếp xúc
Ẩm ướt/Hải dương
🔹 Tuổi thọ thiết kế
10 năm ≠ 25 năm ≠ 40 năm
⚙️ Thứ hai: Giá trị dung sai ăn mòn thông thường (Hướng dẫn)
⚠️ Các giá trị này không cố định mà chỉ được sử dụng làm điểm xuất phát
🔹 Môi trường không ăn mòn (nước sạch/không khí khô)
👉 CA = 0,5 – 1,0 mm
🔹 Hydrocarbon sạch (Dầu/Khí)
👉 CA = 1,5 – 3 mm
🔹 Nước công nghiệp / Nước biển
👉 CA = 3 – 6 mm
🔹 Dịch vụ axit / CO₂ / H₂S
👉 CA = 3 – 6 mm (có thể tăng tùy thuộc vào nghiên cứu)
🔹 Bùn / Ống có tính ăn mòn cao
👉 CA ≥ 6 mm + Giải pháp bảo vệ bổ sung
📚 Các giá trị luôn được xem xét với:
NACE
ISO 15156
ASME B31
⚙️ Thứ ba: Phương pháp chính xác để xác định CA
Phương pháp kỹ thuật chính xác như sau:
1️⃣ Tính toán độ dày chịu áp lực theo ASME B31
2️⃣ Xác định tốc độ ăn mòn (mm/năm)
3️⃣ Xác định tuổi thọ thiết kế
4️⃣ Tính toán:
CA = Tốc độ ăn mòn × Tuổi thọ thiết kế
5️⃣ Thêm giải pháp kỹ thuật phù hợp lề
6️⃣ Chọn Bảng kê ống bao gồm:
Áp suất
Ăn mòn
Dung sai sản xuất
💡 Ví dụ thực tế
🔧 Đường ống dẫn dầu – Tuổi thọ thiết kế 20 năm
🔧 Tốc độ ăn mòn dự kiến = 0,1 mm/năm
👉 CA = 0,1 × 20 = 2 mm
✔ Cộng vào độ dày đã tính toán
✔ Sau đó chọn bảng kê phù hợp từ ASME B36.10
⚠️ Những lỗi nghiêm trọng khi xác định CA ❌ ❌ Sử dụng CA đồng nhất cho toàn bộ dự án
❌ Bỏ qua vận tốc dòng chảy
❌ Bỏ qua ăn mòn khí quyển
❌ Dựa vào việc tăng bảng kê thay vì nghiên cứu ăn mòn
❌ Coi CA như một hệ số an toàn
✅ Quy tắc vàng (Bài 12)
🟢 Dung sai ăn mòn được xác định bởi điều kiện sử dụng
🟢 Chọn bảng kê sau khi tính toán
🟢 Tăng độ dày mà không hiểu về ăn mòn = chi phí + rủi ro
📚 Tài liệu tham khảo được phê duyệt
ASME B31.3 – Đường ống công nghiệp
ASME B31.4 / B31.8
ASME B36.10 / B36.19
Tiêu chuẩn ăn mòn NACE SP / ISO
✍️ Nhà xuất bản:
Nhóm PIPE LINE DZ
#CorrosionAllowance
#PipingDesign
#PipelineEngineering
#ASMEB31
#CorrosionEngineering
#PIPELINEDZ