Agile và Waterfall là hai phương pháp quản lý dự án chính, mỗi phương pháp phù hợp với các nhu cầu dự án khác nhau. Agile cung cấp sự linh hoạt cho các yêu cầu phát triển, trong khi Waterfall cung cấp cấu trúc cho các phạm vi cố định.
Sự khác biệt chính
| Khía cạnh | Thác nước | Nhanh nhẹn |
|---|---|---|
| Cách tiếp cận | Tuyến tính, các giai đoạn tuần tự | Lặp đi lặp lại, tăng dần |
| Linh hoạt | Thấp; Những thay đổi sẽ tốn kém sau khi lên kế hoạch | Cao; Thích ứng với phản hồi liên tục |
| Lập kế hoạch | Trả trước và chi tiết | Đang diễn ra trong suốt dự án |
| Giao hàng | Cuối cùng, sau tất cả các giai đoạn | Gia tăng thường xuyên, làm việc |
| Vai trò nhóm | Cố định, phân cấp | Hợp tác, tự tổ chức |
| Dòng thời gian | Cố định và dài hạn | Chu kỳ ngắn, có thể điều chỉnh |
Các trường hợp sử dụng tốt nhất
Waterfall vượt trội trong các dự án có yêu cầu ổn định, được xác định rõ ràng như xây dựng hoặc sản xuất theo quy định, giảm thiểu bất ngờ thông qua lập kế hoạch sớm.
Agile phù hợp với các môi trường năng động như phát triển phần mềm, nơi nhu cầu của người dùng phát triển và lặp lại nhanh chóng cho phép xoay trục nhanh chóng dựa trên thử nghiệm.
Ưu và nhược điểm
-
Ưu điểm của thác nước: Các mốc thời gian có thể dự đoán, tài liệu rõ ràng, vai trò được xác định.
-
Nhược điểm của thác nước: Không linh hoạt với sự thay đổi, phát hiện vấn đề muộn.
-
Ưu điểm của Agile: Phân phối nhanh hơn, khả năng thích ứng cao hơn, sự tham gia của các bên liên quan.
-
Nhược điểm của Agile: Yêu cầu đội ngũ có kinh nghiệm, chi phí trả trước ít dự đoán hơn.

Chia sẻ



Quản lý dự án không phải là một phương pháp. Đó là một triết lý thực thi. Sự khác biệt giữa thành công và hỗn loạn thường nằm ở một quyết định: Agile hay Waterfall. Các tổ chức lựa chọn đúng phương pháp sẽ tăng hiệu suất giao hàng lên gần 28% và giảm xác suất thất bại hơn 20%.
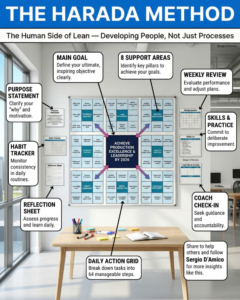
🚀 Tại sao Lựa chọn này Quan trọng
Mỗi năm, hàng tỷ đô la bị mất đi trong các dự án được cấu trúc kém. Nghiên cứu cho thấy 64% dự án Agile thành công so với 49% dự án Waterfall truyền thống. Khoảng cách 15% đó không hề nhỏ. Nó thể hiện thời gian bị mất, vốn bị mất và danh tiếng bị mất. Phương pháp bạn chọn sẽ định hình cách nhóm của bạn suy nghĩ, hợp tác và thích ứng.
🔵 AGILE: Sức mạnh của sự lặp lại
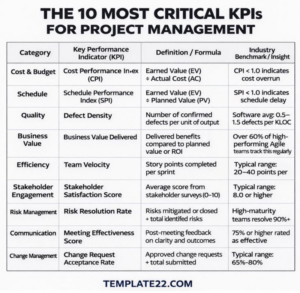
Agile phát triển mạnh trong môi trường không chắc chắn. Nó hoạt động theo các chu kỳ ngắn gọi là sprint. Các nhóm đo lường Tốc độ = Số điểm câu chuyện hoàn thành / Sprint. Tiến độ được minh bạch. Phản hồi liên tục. Rủi ro giảm sớm vì các vấn đề nhanh chóng xuất hiện.
Thống kê cho thấy 70% các sáng kiến chuyển đổi số hiện nay ưa chuộng Agile. Tại sao? Bởi vì thay đổi là điều không thể tránh khỏi. Và trong Agile, thay đổi không phải là mối đe dọa. Nó là động lực.
Các nhóm Agile thường báo cáo thời gian đưa sản phẩm ra thị trường nhanh hơn 30-40%. Sự tham gia liên tục của các bên liên quan làm tăng sự hài lòng của khách hàng lên gần 25%. Khi tốc độ và sự đổi mới là yếu tố quan trọng, Agile sẽ chiếm ưu thế.
🟠 WATERFALL: Sức mạnh của cấu trúc
Waterfall có kỷ luật. Tuần tự. Có thể dự đoán được. Nó tuân theo các giai đoạn: Yêu cầu → Thiết kế → Xây dựng → Kiểm thử → Triển khai.
Chi phí thay đổi tăng theo cấp số nhân theo thời gian:
Chi phí ∝ e^(Giai đoạn Dự án)
Hiệu suất được đo lường thông qua Giá trị Thu được (Earned Value):
SPI = EV / PV
CPI = EV / AC
Các ngành như xây dựng và cơ sở hạ tầng vẫn sử dụng mô hình Waterfall trong hơn 60% dự án. Khi các yêu cầu được cố định và các quy định kiểm soát nghiêm ngặt, Waterfall mang lại sự ổn định.
📊 Rủi ro & Kiểm soát
Rủi ro = Xác suất × Tác động
Agile giảm rủi ro thông qua sự lặp lại. Waterfall quản lý rủi ro thông qua tài liệu và lập kế hoạch từ đầu. Một phương pháp giảm thiểu rủi ro thông qua tốc độ. Phương pháp kia giảm thiểu rủi ro thông qua kiểm soát.
🔥 Câu hỏi thực sự
Bạn đang quản lý sự đổi mới hay sự chắc chắn?
Nếu môi trường của bạn thay đổi hàng tháng, Agile mang lại cho bạn lợi thế sống sót. Nếu phạm vi của bạn cố định và cần nhiều vốn, Waterfall cung cấp sự chính xác.
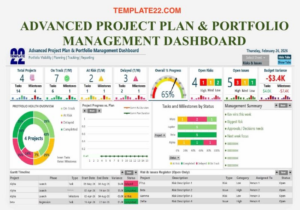
Nhưng đây là sự thật khó chịu: hầu hết các thất bại dự án không xảy ra do phương pháp luận. Chúng xảy ra do lập kế hoạch kém, tài liệu yếu kém và thiếu bảng điều khiển có cấu trúc.
Nếu bạn muốn có sự rõ ràng ở cấp điều hành, kiểm soát tài chính và lợi thế chiến lược, bạn không thể dựa vào phỏng đoán. Hãy trang bị cho mình những mẫu quản lý dự án chất lượng cao, có cấu trúc và đã được chứng minh hiệu quả. Sự khác biệt giữa những nhà quản lý bình thường và những nhà lãnh đạo xuất sắc nằm ở hệ thống mà họ sử dụng.
https://lnkd.in/dCGqF98z