Từ năm 2025 đến năm 2026, các công cụ AI đã chuyển từ “trợ lý điều khiển lời nhắc” sang các hệ thống dựa trên tác nhân tự động hơn được nhúng vào quy trình làm việc, đặc biệt là trong kinh doanh, tiếp thị và phát triển phần mềm.
Sự khác biệt chính trong trọng tâm
-
Năm 2025:
-
Bị chi phối bởi các trợ lý dựa trên trò chuyện (mô hình lớp ChatGPT-4, Copilot cơ bản, các công cụ chỉ viết như Jasper, Notion AI, công cụ phát hiện nội dung).
-
Nhấn mạnh vào lời nhắc, thử nghiệm và quy trình làm việc thủ công: người dùng đặt câu hỏi về AI và sau đó tự thực hiện công việc.
-
-
Năm 2026:
-
Xu hướng tăng vọt đối với các tác nhân AI và tự động hóa: các công cụ như UiPath Agentic Automation, Zapier AI, Microsoft Copilot được tích hợp sâu vào các hệ thống Excel, CRM và ERP.
-
AI thường kích hoạt các hành động (email, cập nhật dữ liệu, báo cáo) thay vì chỉ trả lời câu hỏi, chuyển từ “trợ lý” sang “người vận hành”.
-
Ví dụ về các công cụ đã thay đổi
| Loại | năm 2025 (điển hình) | Diễn biến năm 2026 (hiện tại) |
|---|---|---|
| Các công cụ trò chuyện AI chính | ChatGPT dựa trên GPT-4, Claude 2, Gemini 1.5. | ChatGPT với lý luận o1/o3, Claude 3-plus, các tác nhân đa phương thức sâu hơn. |
| Văn phòng / năng suất | Light Copilot trong Office, AI khái niệm cơ bản. | Copilot được kết nối chặt chẽ với PowerPoint, Excel; Notion AI cộng với các tác nhân quy trình làm việc. |
| Tiếp thị & SEO | Người viết AI độc lập, trình tối ưu hóa SEO. | Nội dung dựa trên AI trên quy mô lớn, SEO ngữ nghĩa cộng với trải nghiệm tìm kiếm ưu tiên AI. |
| Lớp tự động hóa | Đơn giản “nếu-này-thì-kia” mà không cần logic AI. | Các tác nhân Zapier AI, HubSpot AI, UiPath chuỗi các quyết định và hành động. |
Bài học thực tế cho năm 2026
-
Nếu bạn chủ yếu nhắc ChatGPT và Jasper vào năm 2025, thì vào năm 2026, ưu tiên là liên kết AI vào các công cụ của bạn (email, bảng tính, CRM, CMS) và để các tác nhân AI chạy các tác vụ lặp đi lặp lại thay vì tự làm.
-
Đối với một người ở Việt Nam (ví dụ: tiếp thị, làm việc tự do hoặc hoạt động kinh doanh nhỏ), việc kết hợp ChatGPT/Gemini + Copilot/Notion + Zapier AI mang lại khả năng tự động hóa “theo phong cách 2026” nhất trong khi vẫn miễn phí hoặc chi phí thấp.
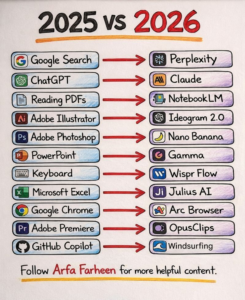
Chia sẻ




Perplexity AI: https://www.perplexity.ai
↳ Câu trả lời nhanh hơn mà bạn thực sự tin tưởng.
Claude: https://claude.ai
↳ Suy luận sâu sắc hơn với văn bản rõ ràng, giống con người.
NotebookLM: https://notebooklm.google
↳ Biến PDF và nghiên cứu thành sự hiểu biết tức thì.
Ideogram 2.0: https://ideogram.ai
↳ Hình ảnh AI hoàn hảo cho văn bản dành cho thương hiệu và người sáng tạo.
Nano Banana: https://nanobanana.com
↳ Chỉnh sửa cấp độ Photoshop chỉ với một lệnh.
Gamma: https://gamma.app
↳ Tạo bài thuyết trình trong vài phút, không phải hàng giờ.
Wispr Flow: https://wispr.ai
↳ Gõ bằng giọng nói, nhanh hơn bàn phím.
Julius AI: https://www.julius.ai
↳ Thay thế Excel bằng phân tích dữ liệu AI dễ dàng.
Arc Browser: https://arc.net
↳ Một cách duyệt web sạch sẽ hơn, bình tĩnh hơn và sẵn sàng cho tương lai.
OpusClip: https://opus.pro
↳ Tự động tạo các video ngắn lan truyền từ bất kỳ video dài nào.
Windsurff: https://windsurf.ai
↳ Một trợ lý lập trình thực sự hiểu ngữ cảnh.
Arfa Farheen