Tổng quan về quy trình
MAP làm nóng vật liệu một cách có chọn lọc thông qua hấp thụ điện môi, thường yêu cầu các chất cảm thể vi sóng như cacbua silic cho nguyên liệu không thấm hút như sinh khối. Điều này cho phép tốc độ gia nhiệt nhanh hơn (ví dụ: 31,9 °C / phút) và kiểm soát chính xác so với nhiệt phân thông thường.
Ưu điểm chính
-
Gia nhiệt thể tích nhanh chóng giúp giảm thời gian phản ứng (2–7 phút) và sử dụng năng lượng đồng thời cải thiện chất lượng sản phẩm, chẳng hạn như năng suất dầu sinh học cao hơn.
-
Gia nhiệt chọn lọc giảm thiểu các điểm nóng và cho phép tích hợp chất xúc tác để khử trùng hợp tốt hơn.
-
Có thể mở rộng cho nhựa thải hoặc sinh khối, tạo ra khí giàu hydro và chất thay thế dầu tổng hợp mà không cần băm nhỏ.
Các ứng dụng
MAP chuyển đổi bã mía, chất thải nông nghiệp hoặc nhựa thành nhiên liệu và hóa chất ở 250–550 °C. Hệ thống liên tục (CMP) cho thấy hứa hẹn công nghiệp với khả năng thu hồi nhiệt để đạt hiệu quả.
Thách thức
Tính chất điện môi của nguyên liệu ảnh hưởng đến sự hấp thụ, thường cần phụ gia; mở rộng quy mô yêu cầu vi sóng tần số thấp và thiết kế khoang.
Nguồn nhiên liệu phân tán khẩn cấp
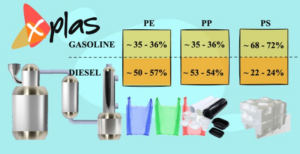
Phương pháp nhiệt phân hỗ trợ vi sóng (MAP) chất thải nhựa từ Polyethylene (PE), Polypropylene (PP) và Polystyrene (PS) là một phương pháp rất hiệu quả để tạo ra nguồn nhiên liệu phân tán khẩn cấp. Bằng cách sử dụng năng lượng vi sóng và vật liệu hấp thụ vi sóng (chất hấp thụ) như carbon hoặc silicon carbide, các polyme nhựa được phân hủy nhanh chóng thành dầu lỏng, khí và than trong môi trường không có oxy.
Dầu lỏng được tạo ra thông qua MAP có thể được phân tách thành nhiên liệu giống xăng và dầu diesel với giá trị nhiệt lượng cao tương đương với dầu mỏ thông thường. Polystyrene (PS) thường tạo ra sản lượng dầu lỏng cao nhất, dao động từ 66% đến 88%. Loại dầu này giàu các hợp chất thơm (lên đến 85% trọng lượng) và có giá trị nhiệt lượng cao, khoảng 43,0 MJ/kg.
Polypropylene (PP) tạo ra phần chất lỏng đặc biệt giàu các hợp chất nhẹ. Polyethylene (PE/LDPE) thường tạo ra hỗn hợp naphtha, xăng và các chất cặn nặng hơn. Mặc dù có thể tạo ra lượng dầu lỏng cao (lên đến 82% trọng lượng), nhưng nó thường yêu cầu nhiệt độ phân hủy cao hơn một chút so với PS hoặc PP.
Gia nhiệt bằng vi sóng có tính thể tích và chọn lọc, đạt được nhiệt độ xử lý (350–650°C) nhanh hơn nhiều so với các phương pháp thông thường. Quá trình này mang lại hiệu suất chuyển đổi năng lượng cao và có thể được cung cấp năng lượng từ các nguồn tái tạo như tấm pin mặt trời cho các hoạt động ngoài lưới điện.
MAP hiệu quả trong việc xử lý hỗn hợp nhựa (ví dụ: PS, PP và hỗn hợp PE/LDPE), điều này rất quan trọng trong các tình huống khẩn cấp khi chất thải chưa được phân loại. Giải pháp này đặc biệt phù hợp với tình hình chiến tranh hiện nay, khi tình trạng thiếu nhiên liệu diễn ra trên diện rộng. Giải pháp này cũng có thể được áp dụng cho các vùng sâu vùng xa, nơi giá nhiên liệu không ổn định do vấn đề vận chuyển. Ngay cả khi nguyên liệu thô cần được vận chuyển từ nơi khác, việc vận chuyển rác thải nhựa vẫn dễ dàng hơn so với vận chuyển nhiên liệu lỏng!
Chia sẻ






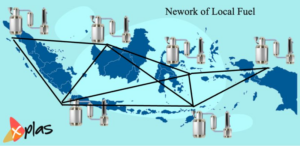
Mạng lưới Nhiên liệu Địa phương trong Thời chiến Khẩn cấp
Để dự đoán tình trạng thiếu nhiên liệu do chiến tranh hiện đang ảnh hưởng đến khu vực Vịnh, một nguồn cung cấp nhiên liệu chính trên toàn thế giới, máy sản xuất nhiên liệu của chúng tôi có thể hữu ích. Quy trình đơn giản, và nguyên liệu thô, chất thải nhựa, vẫn còn dồi dào. Vì nguyên liệu thô có sẵn rộng rãi, và thị trường cũng vậy, chúng tôi đã thiết kế máy này nhỏ gọn, sản xuất từ 5 đến 20 thùng mỗi ngày. Sau đó, chúng tôi đã xây dựng một mạng lưới nhiên liệu địa phương (NLF) để đảm bảo tính liên tục của nguyên liệu thô và phân phối sản phẩm, từ đó lấp đầy khoảng trống ở mỗi điểm.
Công nghệ nhiệt phân hỗ trợ vi sóng (MAP) là một công nghệ hiệu quả cao, tác động nhanh, có khả năng chuyển đổi chất thải nhựa thành dầu nhiên liệu, đặc biệt trong các bối cảnh phi tập trung hoặc khẩn cấp. Sử dụng năng lượng vi sóng và các vật liệu hấp thụ vi sóng như carbon, công nghệ này phân hủy nhựa polyolefin (PE, PP, PS) thành dầu lỏng với hiệu suất lên đến 84% hoặc khoảng 1 lít nhiên liệu/1kg chất thải nhựa. Quá trình này phù hợp với các tình huống khẩn cấp vì nó cung cấp tốc độ gia nhiệt nhanh (lên đến 50 °C/phút), thời gian phản ứng ngắn và tạo ra nhiên liệu có giá trị nhiệt cao (42–46 MJ/kg) tương tự như xăng và dầu diesel.
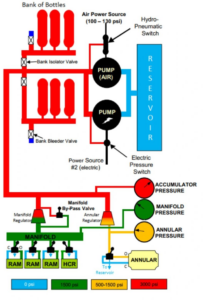
Các lò phản ứng vi sóng có thể được thiết kế dưới dạng các đơn vị nhỏ gọn, dạng mô-đun phù hợp cho sản xuất nhiên liệu tại chỗ, hoạt động độc lập với cơ sở hạ tầng tập trung. Quá trình này hoạt động hiệu quả với hỗn hợp chất thải nhựa sinh hoạt (PE, PP, PS), chiếm hơn 80% chất thải nhựa tại các bãi chôn lấp.
Ưu điểm của công nghệ MAP là hoạt động hiệu quả, quy trình sạch và diễn ra rất nhanh, tạo ra dầu đáp ứng các tiêu chuẩn nhiên liệu. Công nghệ này, đặc biệt khi kết hợp với chất xúc tác than hoạt tính, giúp giảm thiểu lượng cặn than và khí thải không mong muốn (SOx/NOx) so với các phương pháp thông thường.
Dầu thu được từ quá trình nhiệt phân rất giàu hydrocarbon, cho phép sử dụng nó như một chất thay thế cho nhiên liệu hóa thạch, xăng hoặc dầu diesel, trong động cơ đốt trong. Quá trình này cũng tạo ra khí tổng hợp giàu hydro, có thể được sử dụng để sản xuất điện và nhiệt.
Phương pháp này được đánh giá cao về tiềm năng như một giải pháp bền vững và chi phí thấp, với chi phí sản xuất ước tính khoảng 0,25–0,50 đô la Mỹ/lít, tùy thuộc vào chi phí thu gom chất thải nhựa.
Công nghệ này được coi là rất phù hợp cho các tình huống cần sản xuất năng lượng tại chỗ từ vật liệu phế thải do khả năng chuyển đổi nhanh chóng hỗn hợp nhựa thành nhiên liệu lỏng ổn định, có thể sử dụng được. Nó phù hợp cho việc sử dụng trong thời chiến và cũng để cung cấp nhiên liệu cho các khu vực xa xôi nơi việc mua nhiên liệu hiện nay rất tốn kém. Lò phản ứng này thậm chí có thể được sửa đổi để xử lý nhiên liệu sinh khối trong tương lai. Bạn có quan tâm đến việc vận hành một lò phản ứng như vậy ở khu vực của mình không?