- 1. Yêu cầu chung (Khoản 1)
- 2. Thiết kế mối hàn (Khoản 2)
- 3. WPS và vật liệu sơ tuyển (Điều 3)
- 4. Trình độ chuyên môn (Khoản 4)
- 5. Chế tạo (Điều 5 – lắp đặt, làm nóng sơ bộ, hàn)
- 6. Kiểm tra và nghiệm thu (Khoản 6)
- 7. Sửa chữa và tăng cường (Điều 6 và 8)
- 8. Hàn đinh tán, cấu trúc hình ống, tải theo chu kỳ (Các điều khoản đã chọn)
Dưới đây là danh sách kiểm tra kiểm tra hàn ngắn gọn dựa trên AWS D1.1 (Mã hàn kết cấu – Thép), phù hợp với thanh tra và thợ hàn QA/QC.
1. Yêu cầu chung (Khoản 1)
-
Xác minh rằng phiên bản chính xác của AWS D1.1 được tham chiếu trong hợp đồng và bản vẽ.
-
Xác nhận tính khả dụng của các bản vẽ, thông số kỹ thuật, WPS và quy trình hàn đã được phê duyệt.
-
Đảm bảo trình độ thợ hàn (WPQ) và PQR là hiện tại và có thể áp dụng.
2. Thiết kế mối hàn (Khoản 2)
-
Kiểm tra xem các ký hiệu mối hàn, kích thước mối hàn và loại mối hàn trên bản vẽ có phù hợp với yêu cầu của AWS D1.1 hay không.
-
Xác nhận chiều dài mối hàn phi lê tối thiểu, diện tích mặt cắt lưới và khả năng tương thích hướng ứng suất được tôn trọng.
3. WPS và vật liệu sơ tuyển (Điều 3)
-
Xác nhận kim loại cơ bản và kim loại phụ được liệt kê trong Bảng 3.1 và 3.2 của AWS D1.1 (kết hợp đủ điều kiện sơ tuyển).
-
Xác minh rằng hình dạng rãnh (góc xiên, độ mở gốc, v.v.) tuân theo các chi tiết khớp đủ điều kiện sơ tuyển.
4. Trình độ chuyên môn (Khoản 4)
-
Review hồ sơ PQR để đảm bảo kích thước phiếu thử nghiệm, nhiệt đầu vào và kiểm tra không phá hủy tuân thủ Điều 4.
-
Kiểm tra xem thợ hàn và người vận hành hàn có đủ điều kiện cho các quy trình (SMAW, GMAW, v.v.) và vị trí được sử dụng hay không.
5. Chế tạo (Điều 5 – lắp đặt, làm nóng sơ bộ, hàn)
-
Kiểm tra mối hàn (khe hở gốc, lệch, hi-lo) theo Bảng 5.8 (ví dụ: hi-lo ≤ 10% độ dày kim loại cơ bản).
-
Đảm bảo làm sạch rỉ sét, cặn nghiền, dầu và độ ẩm trong khu vực mối hàn (Điều 5.15).
-
Xác minh nhiệt độ làm nóng sơ bộ và xen kẽ được duy trì theo Bảng 3.2 và WPS (Điều 5.18).
-
Theo dõi các thông số hàn (voltage, dòng điện, tốc độ di chuyển) trong quá trình hàn để phù hợp với WPS.
-
Xác nhận cấu hình mối hàn nhẵn, không có rãnh sắc nhọn, lồi quá mức hoặc cắt xén vượt quá giới hạn của Bảng 6.1.
6. Kiểm tra và nghiệm thu (Khoản 6)
-
Thực hiện kiểm tra trực quan (VT) đối với:
-
Vết nứt – không được phép (không khoan nhượng).
-
Không ngấu / thâm nhập không hoàn toàn – không được phép.
-
Chồng chéo – không được phép.
-
Độ xốp – giới hạn ở các giới hạn quy định theo Bảng 6.1 (ví dụ: ≤ 10 mm trên 300 mm).
-
Undercut – giới hạn ở ≤ 1 mm (hoặc theo Bảng 6.1).
-
Tạp chất xỉ – không được phép ở những khu vực quan trọng.
-
-
Khi được chỉ định, giám sát hoặc xem xét kết quả NDT (UT, RT, MT, PT) và đảm bảo sửa chữa tuân theo Điều 8 nếu lỗi vượt quá tiêu chí chấp nhận.
7. Sửa chữa và tăng cường (Điều 6 và 8)
-
Xác minh rằng quy trình sửa chữa và thợ hàn đủ điều kiện cho phạm vi sửa chữa.
-
Kiểm tra tất cả các mối hàn đã sửa chữa bằng cách sử dụng các yêu cầu kiểm tra tương tự như các mối hàn ban đầu.
8. Hàn đinh tán, cấu trúc hình ống, tải theo chu kỳ (Các điều khoản đã chọn)
-
Đối với hàn đinh tán (Điều 7), hãy xác nhận kích thước đinh tán, độ dày kim loại cơ bản và các bài kiểm tra uốn cong vượt qua.
-
Trong kết cấu hình ống (Khoản 9) và kết cấu tải theo chu kỳ (Khoản 10), áp dụng khớp nối nghiêm ngặt hơn, tần suất kiểm tra và phạm vi NDT.
Govind Tiwari, PhD, CQP FCQI
AWS D1.1 – Danh sách kiểm tra hàn theo từng điều khoản 🔥
Một danh sách kiểm tra thực tế, thân thiện với người kiểm tra để đảm bảo hàn tuân thủ tiêu chuẩn, không có khuyết tật theo AWS D1.1.
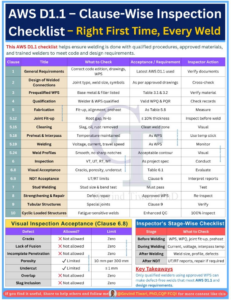
🔹 Danh sách kiểm tra theo từng điều khoản (AWS D1.1)
1. Yêu cầu chung – Kiểm tra phiên bản tiêu chuẩn chính xác, bản vẽ đã được phê duyệt và WPS; chấp nhận: sử dụng AWS D1.1 mới nhất; hành động: xác minh tài liệu
2. Thiết kế mối hàn – Xác minh loại mối nối, kích thước mối hàn và ký hiệu; chấp nhận: theo bản vẽ đã được phê duyệt; Hành động: kiểm tra chéo
3. WPS đã được phê duyệt trước – Xác nhận kim loại nền và kim loại phụ được liệt kê; chấp nhận: Bảng 3.1 & 3.2; hành động: xác minh vật liệu
4. Chứng nhận – Đảm bảo chứng nhận thợ hàn và WPS; chấp nhận: WPQ & PQR hợp lệ; hành động: kiểm tra hồ sơ
5. Chế tạo – Kiểm tra độ khít, độ thẳng hàng và nhiệt độ trước khi hàn; chấp nhận: Bảng 5.8; hành động: đo
5.12 Độ khít mối hàn – Kiểm tra khe hở chân mối hàn và độ cao thấp; chấp nhận: ≤ 10% độ dày kim loại nền; hành động: kiểm tra trước khi hàn
5.15 Làm sạch – Đảm bảo loại bỏ xỉ, dầu, rỉ sét; chấp nhận: làm sạch vùng hàn; hành động: kiểm tra bằng mắt thường
5.18 Nhiệt độ trước và nhiệt độ giữa các lớp hàn – Duy trì nhiệt độ; chấp nhận: theo WPS; hành động: sử dụng que đo nhiệt độ
5.19 Thông số hàn – Giám sát điện áp, dòng điện và tốc độ di chuyển; chấp nhận: theo WPS; hành động: giám sát liên tục
5.24 Hình dạng mối hàn – Xác minh đường viền trơn tru không có vết khía sắc nhọn; Chấp nhận: hồ sơ mối hàn đạt yêu cầu; hành động: kiểm tra trực quan
6. Kiểm tra – Thực hiện VT, UT, RT, MT theo yêu cầu; chấp nhận: theo đặc tả dự án; hành động: tiến hành kiểm tra
6.8 Chấp nhận trực quan – Kiểm tra vết nứt, rỗ, vết lõm; chấp nhận: Bảng 6.1; hành động: đánh giá
6.9 Chấp nhận NDT – Xem xét giới hạn UT/RT; chấp nhận: Điều khoản 6; hành động: giải thích báo cáo
7. Hàn đinh tán – Xác minh kích thước đinh tán và thử nghiệm uốn; chấp nhận: phải đạt; hành động: kiểm tra
8. Gia cường & Sửa chữa – Sửa chữa các khuyết tật bằng cách sử dụng WPS đã được phê duyệt; chấp nhận: quy trình đã được phê duyệt; hành động: kiểm tra lại
9. Kết cấu ống – Kiểm tra các mối nối đặc biệt; chấp nhận: Điều khoản 9; hành động: xác minh
10. Kết cấu chịu tải chu kỳ – Các mối hàn nhạy cảm với mỏi; chấp nhận: QC nâng cao; Hành động: Kiểm tra 100%
🔹 Tiêu chí chấp nhận khuyết tật mối hàn (AWS D1.1)
Vết nứt – ❌ Không được phép (Không dung sai)
Thiếu liên kết – ❌ Không được phép
Thâm nhập không hoàn toàn – ❌ Không được phép
Rỗ khí – ✔ Giới hạn 10 mm trên 300 mm
Vết lõm – ✔ Giới hạn ≤ 1 mm
Chồng mối hàn – ❌ Không được phép
Tạp chất xỉ – ❌ Không được phép
🔹 Danh sách kiểm tra theo từng giai đoạn của người kiểm tra
Trước khi hàn – Xác minh WPS, WPQ, độ khít của mối nối và gia nhiệt sơ bộ
Trong khi hàn – Giám sát dòng điện, điện áp và nhiệt độ giữa các lớp hàn
Sau khi hàn – Kiểm tra kích thước, hình dạng và khuyết tật bề mặt mối hàn
Sau khi kiểm tra không phá hủy – Xem xét báo cáo UT/RT và xác nhận sửa chữa nếu cần
🔹 Những điểm chính cần lưu ý
✔ Chỉ những thợ hàn đủ điều kiện sử dụng WPS đã được phê duyệt mới có thể tạo ra các mối hàn đạt tiêu chuẩn
✔ Kiểm tra có hệ thống đảm bảo tuân thủ AWS D1.1 và ý đồ thiết kế
✔ Kiểm soát sớm giúp ngăn ngừa chi phí sửa chữa và làm lại tốn kém
===
(St.)

Ý kiến bạn đọc (0)