Bảng công thức QA/QC Cơ khí — Tài liệu tham khảo nhanh đầy đủ 🔥
Một hướng dẫn công thức ngắn gọn dành cho các kỹ sư QA/QC, Hàn, NDT, Đường ống, Sơn phủ, Cơ khí & Chế tạo. Lưu lại, chia sẻ và sử dụng tại chỗ.
🟦 KIỂM TRA CHẤT LƯỢNG HÀN
Nhiệt lượng đầu vào (HI): HI = (V × I × 60) / (Tốc độ di chuyển × 1000)
Chỉ số cacbon tương đương (CE-IIW): CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Pcm (Độ nhạy nứt): Pcm = C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/10
Thời gian làm nguội (t8/5): t8/5 = K × (HI / (Tmax – Tmin))
Tốc độ lắng đọng: kg/giờ = Tốc độ nóng chảy × Hiệu suất
Thể tích kim loại hàn: Vol = Chiều rộng mối hàn × Độ dày mối hàn × Chiều dài mối hàn
🟦 LUYỆN KIM HÀN
Chuyển đổi độ cứng: HB × 3.3 ≈ HV, HB × 0,95 ≈ HRC
Chỉ số Ferrit: Cr-eq = Cr + Mo + 1,5Si + 0,5Nb | Ni-eq = Ni + 30C + 0.5Mn (Sử dụng biểu đồ WRC)
Nhiệt độ giữa các lần đo: Dựa trên CE, HI, Pcm (ISO 15614 / ASME IX)
🟦 Kiểm tra không phá hủy (NDT) QA/QC
Đường đi của chùm tia UT: Đường đi = √(Chiều dài² + Độ dày²)
Đường cong DAC (Chênh lệch biên độ): dB = 20 log (D₂ / D₁)
Độ mờ hình học RT (Ug): Ug = Tiêu điểm × FFD / OFD
Cường độ từ trường MT: Gauss ≈ Dòng điện × Số vòng dây / Khoảng cách
Diện tích phủ sóng PT: Diện tích = Chiều dài × Chiều rộng
🟦 Kiểm tra đường ống (PIPING) QA/QC)
Áp suất thử thủy lực (ASME B31.3): Ptest = 1.5 × Áp suất thiết kế
Áp suất thử khí nén: Ptest = 1.1 × Áp suất thiết kế
Độ dày ống: t = (P × D) / (2 × S × E + P)
Trọng lượng ống: W = (π/4 × (OD² – ID²) × Mật độ × Chiều dài)
Độ dốc ống (Đường ống công nghiệp): 1% điển hình
🟦 KIỂM TRA CHẤT LƯỢNG SƠN & PHUN CÁT
Độ dày màng sơn ướt (WFT): WFT = DFT / (Thể tích chất rắn %)
Lượng sơn tiêu thụ: Lít = (Diện tích × DFT × 100) / (SV × Mật độ)
Tỷ lệ phủ: m²/L = (SV × 10) / DFT
Độ nhám bề mặt: 50–100 µm (Băng keo sao chép)
Độ sạch bề mặt (ISO 8501): Sa 1 • Sa 2 • Sa 2.5 • Sa 3
🟦 CẤU TRÚC / CƠ KHÍ
Độ thẳng: Độ lệch = Chiều dài / 1000
Độ phẳng: ≤ 3 mm/mét
Độ vuông góc: Độ lệch = Đường chéo 1 – Đường chéo 2
Lực siết bu lông: F = 0,70 × Ứng suất kéo × Diện tích
Biến dạng mối hàn: Biến dạng ≈ HI × Hệ số mối hàn
🟦 KIỂM TRA CHẤT LƯỢNG/ĐẢM BẢO CHẾ TẠO
Dung sai lắp ghép:
Cao-thấp = 1,5 mm | Khe hở chân mối hàn = 2–3 mm | Sai lệch = 1 mm
Dung sai kích thước: ±2 mm (lên đến 1 m) | ±3 mm (lên đến 5 m)
Quy trình truy xuất nguồn gốc vật liệu: Số lô → MTC → Lắp ráp → Hàn → Kiểm tra không phá hủy → Xuất xưởng
🟦 TÀI LIỆU THAM KHẢO ASME / ISO
ASME IX – WPS/PQR & Chứng chỉ Thợ hàn
ASME V – Yêu cầu Kiểm tra không phá hủy
ASME VIII – Bình áp lực
ASME B31.3 – Đường ống công nghiệp
ISO 5817 – Mức độ chấp nhận mối hàn B/C/D
ISO 8501 – Chuẩn bị bề mặt
========
📌 Kiểm tra công thức với thông số kỹ thuật dự án và tiêu chuẩn ASME/ISO.
Govind Tiwari,PhD

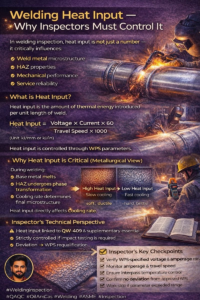
Nhiệt lượng đầu vào khi hàn
Trong kiểm tra mối hàn, lượng nhiệt đầu vào không chỉ là một con số — nó ảnh hưởng trực tiếp đến:
• Cấu trúc vi mô của kim loại mối hàn
• Tính chất vùng ảnh hưởng nhiệt (HAZ)
• Hiệu suất cơ học
• Độ tin cậy khi sử dụng
Kiểm soát không đúng cách có thể dẫn đến bị loại bỏ, nứt hoặc hỏng hóc lâu dài.
🔹 𝗪𝗵𝗮𝘁 𝗶𝘀 𝗛𝗲𝗮𝘁 𝗜𝗻𝗽𝘂𝘁?
Nhiệt lượng đầu vào là lượng năng lượng nhiệt được đưa vào trên mỗi đơn vị chiều dài mối hàn.
Nó được tính như sau:
𝗛𝗲𝗮𝘁 𝗜𝗻𝗽𝘂𝘁 (𝗸𝗝/𝗺𝗺) = (𝗩𝗼𝗹𝘁𝗮𝗴𝗲 × 𝗔𝗺𝗽𝗲𝗿𝗮𝗴𝗲 × 𝟲𝟬) / (𝗧𝗿𝗮𝘃𝗲𝗹 𝗦𝗽𝗲𝗲𝗱 × 𝟭𝟬𝟬𝟬)
𝗪𝗵𝗲𝗿𝗲:
⚡ 𝗩 = Nhiệt lượng (Voltes)
⚡ 𝗜 = Năng lượng (Ampes)
⚡ 𝗦 = Nhiệt lượng truyền tải (mm/min hoặc in/min)
(Đơn vị: kJ/mm hoặc kJ/in)
Nhiệt lượng truyền vào được điều khiển thông qua Các thông số WPS.
🔹 Tại sao nhiệt lượng đầu vào lại ảnh hưởng đến quá trình hàn (Metallurgical View)
Trong quá trình hàn:
• Kim loại nền nóng chảy
• Vùng ảnh hưởng nhiệt (HAZ) trải qua quá trình chuyển pha
• Tốc độ làm nguội quyết định cấu trúc vi mô cuối cùng
Nhiệt lượng đầu vào ảnh hưởng trực tiếp đến quá trình hàn rete.
Nhiệt lượng đầu vào cao → Làm nguội chậm
Nhiệt lượng đầu vào thấp → Làm nguội nhanh
Điều này làm thay đổi độ cứng, độ dẻo dai và hành vi nứt.
🔥 Bảo vệ nhiệt độ của Insper
❌ Nhiệt lượng quá cao có thể gây ra:
• Tăng trưởng hạt quá mức trong vùng ảnh hưởng nhiệt (HAZ)
• Giảm độ bền va đập
• Tăng biến dạng
• Vùng ảnh hưởng nhiệt (HAZ) rộng hơn
• Tăng ứng suất dư
• Nguy cơ rách lớp (ở một số vật liệu)
Đặc biệt nguy hiểm trong:
• Thép hợp kim thấp
• Bình áp lực
• Mối hàn được kiểm tra va đập
❌ Nguyên nhân gây nứt do hydro:
• Thiếu sự kết dính
• Thâm nhập không hoàn toàn
• Tốc độ làm nguội cao
• Độ cứng tăng trong vùng ảnh hưởng nhiệt (HAZ)
• Nứt do hydro (HIC)
• Nguy cơ nứt nguội
Quan trọng trong:
• Các tiết diện dày
• Các mối nối chịu lực cao
• Sử dụng ở nhiệt độ thấp
📘 𝗖𝗼𝗱𝗲 𝗔𝘄𝗮𝗿𝗲𝗻𝗲𝘀𝘀 (𝗜𝗺𝗽𝗼𝗿𝘁𝗮𝗻𝘁 𝗳𝗼𝗿 𝗬𝗼𝘂)
𝗨𝗻𝗱𝗲𝗿 𝗔𝗦𝗠𝗘 𝗦𝗲𝗰𝘁𝗶𝗼𝗻 𝗜𝗫, 𝗵𝗲𝗮𝘁 𝗶𝗻𝗽𝘂𝘁 𝗰𝗼𝗻𝘁𝗿𝗼𝗹 𝗶𝘀 𝗹𝗶𝗻𝗸𝗲𝗱 𝘁𝗼:
• Các biến số thiết yếu (QW-409 – Đặc tính điện)
• Các biến số thiết yếu bổ sung (khi cần kiểm tra va đập)
Nếu cần kiểm tra va đập: 👉 Phạm vi nhiệt lượng đầu vào được kiểm soát chặt chẽ.
Sai lệch vượt quá phạm vi cho phép: → Cần kiểm định lại WPS.
🎯 Những điều cần lưu ý khi kiểm tra
Với tư cách là Kiểm tra viên QA/QC, bạn phải:
✔ Xác minh phạm vi điện áp và cường độ dòng điện được chỉ định trong WPS
✔ Giám sát cường độ dòng điện trong quá trình hàn
✔ Quan sát sự nhất quán của tốc độ di chuyển
✔ Đảm bảo kiểm soát nhiệt độ giữa các lớp hàn
✔ Xác nhận không có sai lệch so với WPS đã được phê duyệt
✔ Ghi lại các biến đổi thông số trong báo cáo kiểm tra
Nếu xảy ra sai lệch:
→ Dừng công việc
→ Thông báo cho kỹ sư hàn
→ Lập NCR nếu cần
Hiểu đơn giản 👉 Lượng nhiệt đầu vào được kiểm soát = tốc độ làm nguội được kiểm soát
👉 Tốc độ làm nguội được kiểm soát = đúng Cấu trúc vi mô
👉 Cấu trúc vi mô chính xác = mối hàn an toàn
#WeldingInspection #QAQC #PWHT #OilAndGas #ASME #Piping #NDT
Kiểm tra mối hàn, QAQC, PWHT, Dầu khí, ASME, Đường ống, NDT

Ý kiến bạn đọc (0)