- Giới thiệu
- Định nghĩa và giải thích về hàn lỗ khóa
- Tầm quan trọng và ứng dụng của hàn lỗ khóa
- Quy trình hàn lỗ khóa
- Lựa chọn nguồn nhiệt (Laser, Chùm tia điện tử, v.v.)
- Hình thành lỗ khóa
- Làm đầy kim loại nóng chảy và hình thành hạt hàn
- Ưu điểm của hàn lỗ khóa
- Thâm nhập sâu và tốc độ hàn cao
- Giảm nhiệt đầu vào và biến dạng
- Tính linh hoạt trong hàn các vật liệu khác nhau
- Yêu cầu xử lý sau hàn tối thiểu
- Kỹ thuật hàn lỗ khóa
- Hàn lỗ khóa laser
- Hàn lỗ khóa chùm tia điện tử
- Các yếu tố ảnh hưởng đến hàn lỗ khóa
- Cân nhắc vật liệu
- Thông số hàn (Công suất, Tốc độ, v.v.)
- Thiết kế và chuẩn bị chung
- Che chắn khí và khí quyển
- Những thách thức và giải pháp trong hàn lỗ khóa
- Kiểm soát và ổn định lỗ khóa
- Khiếm khuyết và các vấn đề chất lượng
- Tối ưu hóa quy trình và lựa chọn tham số
- Những phát triển trong tương lai trong hàn lỗ khóa
- Những tiến bộ trong nguồn nhiệt và thiết bị
- Công nghệ giám sát và điều khiển quy trình
- Tích hợp với Tự động hóa và Robot
- Hỏi đáp
- Lỗ khóa trong hàn là gì?
- Ưu điểm của hàn lỗ khóa là gì?
- Sự khác biệt giữa hàn dẫn điện và hàn lỗ khóa là gì?
- Phương pháp lỗ khóa được sử dụng để làm gì?
- Hàn nào hiệu quả nhất?
- Loại hàn hiệu quả nhất là gì?
- Loại hàn khó nhất là gì?
- Tại sao nó được gọi là lỗ khóa?
- A và Z trong hàn là gì?
- Kết thúc
Hàn lỗ khóa
Mục lục
Giới thiệu
Định nghĩa và giải thích về hàn lỗ khóa
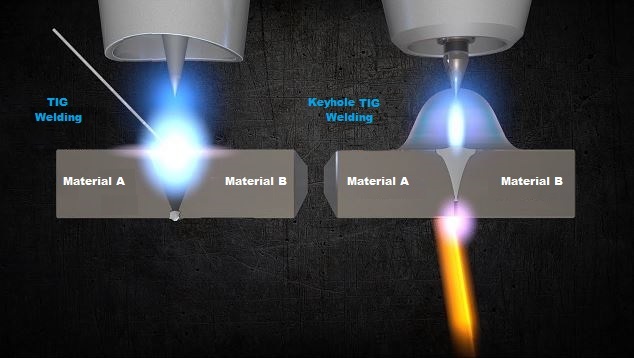
Hàn lỗ khóa là một kỹ thuật hàn tiên tiến liên quan đến việc tạo ra một lỗ khóa hoặc lỗ ở cạnh trước của bể hàn. Nó đạt được bằng cách sử dụng một nguồn nhiệt tập trung, chẳng hạn như laser hoặc chùm electron, để tạo ra nhiệt độ cao và làm tan chảy vật liệu. Nguồn nhiệt thâm nhập một phần hoặc hoàn toàn qua phôi, tạo thành một khoảng trống hoặc kênh được gọi là lỗ khóa. Khi nguồn nhiệt tiến triển, kim loại nóng chảy lấp đầy phía sau lỗ khóa, tạo thành hạt hàn. Lỗ khóa cung cấp sự thâm nhập sâu vào phôi, dẫn đến mối hàn mạnh mẽ và hiệu quả.
Tầm quan trọng và ứng dụng của hàn lỗ khóa
Hàn lỗ khóa cung cấp một số lợi thế so với các kỹ thuật hàn thông thường. Khả năng thâm nhập sâu của nó cho phép nối các vật liệu dày với một lần vượt qua, giảm nhu cầu về nhiều lớp hàn. Điều này dẫn đến cải thiện năng suất và tiết kiệm chi phí. Hàn lỗ khóa cũng giảm thiểu nhiệt đầu vào và biến dạng, làm cho nó phù hợp để hàn các vật liệu nhạy cảm với nhiệt. Hơn nữa, nó cung cấp chất lượng mối hàn tuyệt vời với các khuyết tật tối thiểu, giảm nhu cầu xử lý sau hàn rộng rãi.
Hàn lỗ khóa tìm thấy các ứng dụng trong các ngành công nghiệp khác nhau, bao gồm hàng không vũ trụ, ô tô, năng lượng và sản xuất. Nó được sử dụng để nối các thành phần cấu trúc, chẳng hạn như các bộ phận máy bay, khung ô tô và bình chịu áp lực. Hàn lỗ khóa đặc biệt có lợi trong các ứng dụng đòi hỏi độ bền mối hàn cao, dung sai chặt chẽ và tốc độ sản xuất hiệu quả. Ngoài ra, nó được sử dụng trong hàn các vật liệu khác nhau và tạo ra các con dấu kín, làm cho nó không thể thiếu trong các lĩnh vực chuyên ngành như điện tử và sản xuất thiết bị y tế.
Tầm quan trọng của hàn lỗ khóa nằm ở khả năng đạt được sự thâm nhập sâu, tốc độ hàn cao và chất lượng mối hàn vượt trội, khiến nó trở thành lựa chọn ưu tiên cho nhiều ứng dụng hàn tiên tiến.
Quy trình hàn lỗ khóa
Lựa chọn nguồn nhiệt (Laser, Chùm tia điện tử, v.v.)
Trong hàn lỗ khóa, việc lựa chọn nguồn nhiệt là rất quan trọng để đạt được kết quả hàn mong muốn. Các nguồn nhiệt thường được sử dụng bao gồm laser và chùm electron. Hàn lỗ khóa laser sử dụng chùm tia laser năng lượng cao, được tạo ra bởi nguồn laser, có thể được phân loại thêm thành laser trạng thái rắn, laser CO2 hoặc laser sợi quang. Mặt khác, hàn lỗ khóa chùm tia điện tử sử dụng một dòng electron tốc độ cao tập trung được tạo ra trong buồng chân không.
Nguồn nhiệt, cho dù đó là tia laser hay chùm electron, được tạo ra và sau đó tập trung chính xác vào phôi. Quang học, thấu kính và gương được sử dụng để tập trung và hướng nguồn nhiệt đến một điểm cụ thể trên phôi. Mục tiêu là tạo ra một chùm năng lượng tập trung cao độ có thể tạo ra nhiệt độ cao tại khu vực được nhắm mục tiêu.
Hình thành lỗ khóa
Khi nguồn nhiệt đậm đặc tương tác với phôi, nhiệt độ cao nhanh chóng tan chảy và làm bay hơi vật liệu tại điểm tiếp xúc. Sự kết hợp giữa năng lượng của nguồn nhiệt và tính chất của vật liệu dẫn đến sự hình thành một lỗ khóa – một khoảng trống hoặc kênh hẹp. Lỗ khóa kéo dài một phần hoặc hoàn toàn qua phôi, để lộ vật liệu bên dưới.
Làm đầy kim loại nóng chảy và hình thành hạt hàn
Khi lỗ khóa được hình thành, kim loại nóng chảy liền kề với cạnh trước của lỗ khóa chảy phía sau nó, lấp đầy khoảng trống. Kim loại nóng chảy này tạo thành hạt hàn khi nguồn nhiệt tiến triển dọc theo khớp. Kim loại nóng chảy đông đặc và nguội đi, tạo ra sự hợp nhất mạnh giữa phôi và vật liệu phụ (nếu được sử dụng). Kết quả là một hạt hàn liên tục, chất lượng cao với độ thâm nhập sâu và khuyết tật tối thiểu.
Quá trình hàn lỗ khóa kết hợp kiểm soát nguồn nhiệt chính xác, tính chất vật liệu và kỹ thuật lành nghề để đạt được sự thâm nhập, nhiệt hạch và hình thành mối hàn hiệu quả. Các thông số quy trình như công suất, tốc độ và khí che chắn được điều chỉnh cẩn thận để đảm bảo chất lượng và tính toàn vẹn của mối hàn tối ưu.
Ưu điểm của hàn lỗ khóa
Thâm nhập sâu và tốc độ hàn cao
Một trong những ưu điểm đáng kể của hàn lỗ khóa là khả năng thâm nhập sâu vào phôi. Nguồn nhiệt tập trung tạo ra một lỗ khóa hẹp cho phép kim loại nóng chảy chảy sâu vào khớp. Điều này dẫn đến các mối hàn mạnh mẽ và đáng tin cậy, đặc biệt là trong các vật liệu dày. Ngoài ra, hàn lỗ khóa cho phép tốc độ hàn cao do cơ chế truyền nhiệt hiệu quả, dẫn đến tăng năng suất và giảm thời gian sản xuất.
Giảm nhiệt đầu vào và biến dạng
Hàn lỗ khóa giảm thiểu nhiệt đầu vào và các hiệu ứng nhiệt liên quan so với các kỹ thuật hàn thông thường. Nguồn nhiệt đậm đặc chỉ làm tan chảy một phần nhỏ vật liệu, làm giảm nhiệt đầu vào tổng thể vào phôi. Do đó, hàn lỗ khóa giúp giảm thiểu biến dạng, cong vênh và ứng suất dư trong các thành phần hàn. Điều này làm cho nó đặc biệt thích hợp để nối các vật liệu nhạy cảm với nhiệt hoặc các cấu trúc phức tạp đòi hỏi độ chính xác kích thước.
Tính linh hoạt trong hàn các vật liệu khác nhau
Hàn lỗ khóa thể hiện tính linh hoạt trong việc hàn các vật liệu khác nhau, bao gồm kim loại và hợp kim với các thành phần và độ dày khác nhau. Nó có hiệu quả có thể tham gia các vật liệu khác nhau với các tính chất riêng biệt, mở rộng phạm vi ứng dụng. Khả năng kiểm soát kích thước lỗ khóa và các thông số hàn cho phép tùy chỉnh theo các yêu cầu vật liệu cụ thể, đảm bảo các mối hàn mạnh mẽ và đáng tin cậy trên một loạt các kết hợp vật liệu.
Yêu cầu xử lý sau hàn tối thiểu
Hàn lỗ khóa tạo ra các mối hàn chất lượng cao với các khuyết tật tối thiểu, thường làm giảm nhu cầu xử lý sau hàn rộng rãi. Sự thâm nhập sâu và đầu vào nhiệt được kiểm soát dẫn đến vùng bị ảnh hưởng nhiệt hẹp (HAZ) và hạn chế biến dạng. Do đó, ít cần phải làm sạch mối hàn, chẳng hạn như mài, đánh bóng hoặc làm lại, tiết kiệm thời gian và tài nguyên. Lợi thế này đặc biệt có giá trị trong các ngành công nghiệp nơi mối hàn chính xác và sạch sẽ là điều cần thiết, chẳng hạn như hàng không vũ trụ và điện tử.
Ưu điểm của hàn lỗ khóa làm cho nó trở thành lựa chọn ưu tiên cho nhiều ứng dụng, cung cấp các giải pháp hàn hiệu quả và đáng tin cậy với khả năng thâm nhập sâu, tốc độ hàn cao, giảm biến dạng và yêu cầu xử lý sau hàn tối thiểu.
Kỹ thuật hàn lỗ khóa
Hàn lỗ khóa laser
- Giải thích về quy trình hàn lỗ khóa laser
Hàn lỗ khóa laser sử dụng chùm tia laser năng lượng cao để tạo và duy trì lỗ khóa trong quá trình hàn. Chùm tia laser tập trung vào phôi, tạo ra nhiệt độ cao làm tan chảy và bay hơi vật liệu tại điểm tiếp xúc. Vật liệu hóa hơi tạo thành một lỗ khóa, và khi chùm tia laser di chuyển dọc theo khớp, kim loại nóng chảy lấp đầy phía sau lỗ khóa để tạo ra hạt hàn.
- Ưu điểm và hạn chế của hàn lỗ khóa laser Ưu điểm
- Kiểm soát chính xác quá trình hàn, bao gồm công suất, tốc độ và tiêu cự.
- Tốc độ hàn cao và khả năng thâm nhập sâu.
- Chất lượng mối hàn tuyệt vời với khuyết tật tối thiểu.
- Tính linh hoạt trong hàn các vật liệu khác nhau, bao gồm kim loại, hợp kim và thậm chí cả các vật liệu khác nhau.
- Đầu vào nhiệt tối thiểu và giảm biến dạng trong phôi.
- Bản chất không tiếp xúc của hàn laser giúp loại bỏ nhu cầu tiếp xúc trực tiếp với phôi.
Hạn chế
- Thiết bị và chi phí bảo trì cao hơn so với kỹ thuật hàn thông thường.
- Nhạy cảm với điều kiện bề mặt, chẳng hạn như độ sạch và độ phản xạ.
- Hiệu quả hạn chế trên các vật liệu có độ phản chiếu cao hoặc trong suốt.
- Yêu cầu căn chỉnh và định vị chính xác chùm tia laser để có kết quả tối ưu
Ví dụ ứng dụng
- Sản xuất ô tô, bao gồm các tấm thân xe, linh kiện khung gầm và các bộ phận động cơ.
- Công nghiệp hàng không vũ trụ để sản xuất các cấu trúc máy bay, các bộ phận tuabin và các bộ phận động cơ.
- Công nghiệp điện tử để hàn chính xác và sạch sẽ các thành phần, chẳng hạn như vi mạch và cảm biến.
- Sản xuất thiết bị y tế, trong đó độ chính xác, sạch sẽ và đầu vào nhiệt tối thiểu là rất quan trọng.
-
Hàn lỗ khóa chùm tia điện tử
- Giải thích về quy trình hàn lỗ khóa chùm tia điện tử
Hàn lỗ khóa chùm tia điện tử sử dụng một dòng electron tốc độ cao tập trung để tạo và duy trì lỗ khóa trong quá trình hàn. Chùm electron được tạo ra trong buồng chân không và tập trung vào phôi, cung cấp nhiệt độ cao làm bay hơi vật liệu. Vật liệu hóa hơi tạo thành một lỗ khóa, và khi chùm electron di chuyển dọc theo khớp, kim loại nóng chảy lấp đầy phía sau lỗ khóa, dẫn đến sự hình thành của hạt hàn.
- Ưu điểm và hạn chế của hàn lỗ khóa chùm tia điện tử Ưu điểm
- Mật độ năng lượng cao cho phép thâm nhập sâu và tốc độ hàn cao.
- Kiểm soát tuyệt vời các thông số quá trình hàn.
- Đầu vào nhiệt tối thiểu và giảm biến dạng trong phôi.
- Chất lượng mối hàn vượt trội với khuyết tật tối thiểu.
- Tính linh hoạt trong hàn các vật liệu khác nhau, bao gồm kim loại, hợp kim và vật liệu chịu lửa.
Hạn chế
- Yêu cầu một buồng chân không để hoạt động, làm tăng thêm sự phức tạp và chi phí.
- Giới hạn trong các vật liệu dẫn điện hàn do tính chất của chùm electron.
- Thiết bị và chi phí bảo trì cao hơn so với kỹ thuật hàn thông thường.
- Yêu cầu xử lý cẩn thận và các biện pháp phòng ngừa an toàn do sử dụng chùm electron năng lượng cao.
Ví dụ ứng dụng
- Các ngành công nghiệp ô tô và hàng không vũ trụ để tham gia các thành phần cấu trúc quan trọng.
- Ngành năng lượng cho các thành phần hàn trong các nhà máy điện hạt nhân và nhà máy lọc dầu.
- Nghiên cứu và phát triển các vật liệu tiên tiến và hợp kim hiệu suất cao.
- Công nghiệp bán dẫn để hàn chính xác các linh kiện điện tử.
-
Cả hai kỹ thuật hàn lỗ khóa laser và hàn lỗ khóa chùm tia điện tử đều mang lại những ưu điểm độc đáo và tìm thấy các ứng dụng rộng rãi trong các ngành công nghiệp khác nhau. Sự lựa chọn giữa các kỹ thuật này phụ thuộc vào các yếu tố như vật liệu cụ thể, đặc tính hàn mong muốn, ngân sách và cơ sở hạ tầng có sẵn.
Các yếu tố ảnh hưởng đến hàn lỗ khóa
Cân nhắc vật liệu
Việc lựa chọn vật liệu đóng một vai trò quan trọng trong hàn lỗ khóa. Các vật liệu khác nhau có điểm nóng chảy, độ dẫn nhiệt và tính chất vật lý khác nhau ảnh hưởng đến quá trình hàn. Các yếu tố cần xem xét bao gồm:
- Thành phần vật liệu: Các hợp kim, kim loại hoặc vật liệu composite khác nhau yêu cầu các thông số hàn cụ thể.
- Độ dày: Vật liệu dày hơn có thể yêu cầu điều chỉnh công suất, tốc độ và tiêu cự để đảm bảo sự thâm nhập thích hợp.
- Độ phản xạ: Vật liệu phản xạ cao, chẳng hạn như nhôm, có thể yêu cầu sửa đổi bước sóng laser hoặc cường độ chùm tia để đạt được hàn hiệu quả.
Thông số hàn (Công suất, Tốc độ, v.v.)
Các thông số hàn khác nhau cần được kiểm soát cẩn thận để đạt được kết quả hàn lỗ khóa tối ưu. Các thông số chính bao gồm:
- Sức mạnh: Mức công suất của nguồn nhiệt ảnh hưởng đến độ sâu và chiều rộng của lỗ khóa và lượng nhiệt đầu vào phôi.
- Tốc độ: Tốc độ hàn xác định lượng thời gian nguồn nhiệt dành cho một khu vực cụ thể, ảnh hưởng đến sự hình thành lỗ khóa và kích thước hạt hàn.
- Tập trung: Tiêu điểm của nguồn nhiệt ảnh hưởng đến kích thước điểm và nồng độ năng lượng, ảnh hưởng trực tiếp đến sự ổn định và thâm nhập của lỗ khóa.
- Thời lượng xung: Trong hàn lỗ khóa xung, thời lượng và tần số của xung ảnh hưởng đến đầu vào nhiệt và hóa rắn vật liệu.
Thiết kế và chuẩn bị chung
Thiết kế và chuẩn bị khớp nối phù hợp là điều cần thiết để hàn lỗ khóa thành công. Các cân nhắc bao gồm:
- Hình học chung: Thiết kế khớp phải cung cấp khả năng tiếp cận dễ dàng cho nguồn nhiệt và đảm bảo sự liên kết thích hợp của phôi.
- Khoảng cách và trang bị: Khoảng cách giữa phôi và độ chính xác phù hợp ảnh hưởng đến dòng kim loại nóng chảy và tính toàn vẹn của mối hàn.
- Chuẩn bị bề mặt: Các bề mặt sạch, nhẵn với ít oxit, chất gây ô nhiễm hoặc bất thường bề mặt tạo điều kiện hình thành lỗ khóa và chất lượng mối hàn hiệu quả.
Che chắn khí và khí quyển
Việc lựa chọn khí che chắn và không khí xung quanh khu vực hàn là rất quan trọng đối với hàn lỗ khóa. Nó ảnh hưởng:
- Lựa chọn khí: Các khí trơ như argon hoặc heli thường được sử dụng để ngăn chặn quá trình oxy hóa và cung cấp một môi trường hàn ổn định.
- Tốc độ dòng chảy: Tốc độ dòng khí thích hợp đảm bảo che chắn hiệu quả lỗ khóa và bảo vệ kim loại nóng chảy khỏi ô nhiễm khí quyển.
- Kiểm soát khí quyển: Trong hàn lỗ khóa chùm tia điện tử, môi trường chân không được sử dụng để ngăn chặn sự tán xạ điện tử và đảm bảo tập trung và thâm nhập chùm tia hiệu quả.
Bằng cách xem xét cẩn thận và kiểm soát các yếu tố này, hàn lỗ khóa có thể được tối ưu hóa cho các vật liệu khác nhau, cấu hình khớp và kết quả hàn mong muốn. Điều này đảm bảo chất lượng mối hàn nhất quán, thâm nhập sâu và hình thành mối hàn thành công.
Những thách thức và giải pháp trong hàn lỗ khóa
Kiểm soát và ổn định lỗ khóa
Một trong những thách thức trong hàn lỗ khóa là duy trì sự ổn định của lỗ khóa trong suốt quá trình hàn. Các yếu tố như tính chất vật liệu, thiết kế khớp và thông số hàn có thể ảnh hưởng đến độ ổn định của lỗ khóa. Các giải pháp để giải quyết thách thức này bao gồm:
- Kiểm soát chính xác các thông số hàn, chẳng hạn như công suất, tốc độ và tiêu cự, để duy trì lỗ khóa ổn định.
- Tối ưu hóa lưu lượng khí và khí quyển che chắn để ngăn ngừa xáo trộn và đảm bảo hình thành lỗ khóa nhất quán.
- Sử dụng các hệ thống giám sát và điều khiển tiên tiến để liên tục theo dõi và điều chỉnh các thông số hàn trong thời gian thực.
Khiếm khuyết và các vấn đề chất lượng
Hàn lỗ khóa có thể dễ bị một số khuyết tật và vấn đề chất lượng nhất định có thể ảnh hưởng đến tính toàn vẹn của mối hàn. Các khuyết tật phổ biến bao gồm độ xốp, thiếu phản ứng tổng hợp và các vết nứt hóa rắn. Các giải pháp để giải quyết những vấn đề này bao gồm:
- Thiết kế và chuẩn bị khớp phù hợp để đảm bảo phù hợp và căn chỉnh tốt, giảm thiểu khả năng khuyết tật.
- Kiểm soát khí và khí quyển che chắn đầy đủ để ngăn chặn quá trình oxy hóa và ô nhiễm, có thể góp phần gây ra các khuyết tật.
- Tối ưu hóa các thông số hàn, chẳng hạn như công suất, tốc độ và thời lượng xung, để đạt được chất lượng mối hàn mong muốn và giảm thiểu khuyết tật.
- Thực hiện các kỹ thuật kiểm tra không phá hủy, chẳng hạn như kiểm tra bằng tia X hoặc siêu âm, để phát hiện và giải quyết các khuyết tật tiềm ẩn.
Tối ưu hóa quy trình và lựa chọn tham số
Để đạt được kết quả hàn lỗ khóa tối ưu đòi hỏi phải tối ưu hóa quy trình và lựa chọn thông số cẩn thận. Điều này liên quan đến việc tìm kiếm sự cân bằng phù hợp giữa công suất, tốc độ, tiêu điểm và các thông số khác để đạt được các đặc tính mối hàn mong muốn. Các giải pháp để giải quyết thách thức này bao gồm:
- Tiến hành các thử nghiệm và thí nghiệm quy trình để xác định sự kết hợp tối ưu của các thông số hàn cho một ứng dụng và vật liệu cụ thể.
- Sử dụng các kỹ thuật mô phỏng và mô hình hóa để dự đoán hành vi của lỗ khóa và tối ưu hóa các thông số hàn trước quá trình hàn thực tế.
- Hệ thống giám sát và phản hồi liên tục cung cấp dữ liệu thời gian thực về độ ổn định của lỗ khóa, chất lượng mối hàn và hiệu suất quy trình, cho phép điều chỉnh và cải tiến.
Bằng cách giải quyết những thách thức này và thực hiện các giải pháp thích hợp, hàn lỗ khóa có thể được tối ưu hóa hiệu quả, dẫn đến cải thiện chất lượng, năng suất và độ tin cậy của mối hàn trong một loạt các ứng dụng.
Những phát triển trong tương lai trong hàn lỗ khóa
Những tiến bộ trong nguồn nhiệt và thiết bị
Những phát triển trong tương lai trong hàn lỗ khóa có thể sẽ liên quan đến những tiến bộ trong nguồn nhiệt và thiết bị được sử dụng cho quá trình hàn. Điều này có thể bao gồm:
- Phát triển các nguồn tia laser và chùm tia điện tử hiệu quả và mạnh mẽ hơn, cho phép tốc độ hàn cao hơn và thâm nhập sâu hơn.
- Những tiến bộ trong hệ thống phân phối chùm tia laser và quang học để cải thiện chất lượng chùm tia và tăng cường kiểm soát quá trình hàn.
- Tích hợp các nguồn nhiệt cải tiến, chẳng hạn như hàn hồ quang plasma, để mở rộng phạm vi vật liệu và ứng dụng phù hợp cho hàn lỗ khóa.
- Khám phá các nguồn nhiệt thay thế và phương pháp tạo năng lượng để tăng cường hơn nữa khả năng hàn lỗ khóa.
Công nghệ giám sát và điều khiển quy trình
Tương lai của hàn lỗ khóa sẽ chứng kiến những tiến bộ trong công nghệ giám sát và điều khiển quy trình để đảm bảo các mối hàn nhất quán và chất lượng cao. Điều này có thể liên quan đến:
- Tích hợp các cảm biến và hệ thống hình ảnh tiên tiến để cung cấp phản hồi theo thời gian thực về độ ổn định của lỗ khóa, chất lượng mối hàn và hiệu suất quy trình.
- Phát triển các thuật toán thông minh và kỹ thuật học máy để phân tích và giải thích dữ liệu được thu thập trong quá trình hàn.
- Thực hiện các hệ thống điều khiển vòng kín có thể tự động điều chỉnh các thông số hàn dựa trên phản hồi thời gian thực, tối ưu hóa quy trình và giảm thiểu khuyết tật.
- Tích hợp công nghệ thực tế tăng cường (AR) và thực tế ảo (VR) để cung cấp hướng dẫn trực quan và hỗ trợ người vận hành thực hiện các tác vụ hàn lỗ khóa chính xác và hiệu quả hơn.
Tích hợp với Tự động hóa và Robot
Tương lai của hàn lỗ khóa có thể sẽ liên quan đến việc tăng cường tích hợp với tự động hóa và robot, cho phép cải thiện hiệu quả và độ chính xác. Điều này có thể bao gồm:
- Phát triển các hệ thống robot được thiết kế đặc biệt cho các ứng dụng hàn lỗ khóa, cung cấp sự khéo léo, chính xác và độ lặp lại nâng cao.
- Tích hợp trí tuệ nhân tạo (AI) và thuật toán học máy vào các hệ thống robot, cho phép ra quyết định tự động và điều khiển thích ứng trong quá trình hàn.
- Thực hiện các hệ thống robot hợp tác hoạt động cùng với các nhà khai thác của con người, kết hợp các thế mạnh của kỹ năng con người và độ chính xác của robot.
- Những tiến bộ trong các công cụ lập trình và mô phỏng để hàn lỗ khóa, cho phép lập trình ngoại tuyến và thử nghiệm ảo các quy trình hàn.
Những phát triển trong tương lai trong hàn lỗ khóa có tiềm năng cách mạng hóa ngành hàn bằng cách cho phép các quy trình hàn nhanh hơn, chính xác hơn và hiệu quả hơn. Chúng sẽ góp phần cải thiện chất lượng mối hàn, mở rộng khả năng tham gia nhiều loại vật liệu và tăng tự động hóa trong quy trình sản xuất.
Hỏi đáp
Lỗ khóa trong hàn là gì?
Trong hàn, lỗ khóa đề cập đến một lỗ hoặc khoảng trống được hình thành ở cạnh trước của bể hàn khi sử dụng nguồn nhiệt tập trung. Nó được tạo ra khi nhiệt độ cao tan chảy và làm bay hơi vật liệu, và kim loại nóng chảy lấp đầy phía sau lỗ để tạo thành hạt hàn.
Ưu điểm của hàn lỗ khóa là gì?
Ưu điểm của hàn lỗ khóa bao gồm thâm nhập sâu và tốc độ hàn cao, giảm nhiệt đầu vào và biến dạng, tính linh hoạt trong hàn các vật liệu khác nhau và yêu cầu xử lý sau hàn tối thiểu. Nó cung cấp sự tham gia hiệu quả và đáng tin cậy của vật liệu, đặc biệt là trong các ứng dụng mà sức mạnh và tính toàn vẹn là rất quan trọng.
Sự khác biệt giữa hàn dẫn điện và hàn lỗ khóa là gì?
Hàn dẫn điện liên quan đến việc truyền nhiệt thông qua tiếp xúc trực tiếp giữa các vật liệu được hàn, trong khi hàn lỗ khóa sử dụng nguồn nhiệt tập trung để tạo ra một lỗ (lỗ khóa) ở cạnh đầu của bể hàn. Hàn lỗ khóa cho phép thâm nhập sâu hơn và tốc độ hàn nhanh hơn so với hàn dẫn.
Phương pháp lỗ khóa được sử dụng để làm gì?
Phương pháp lỗ khóa được sử dụng cho các ứng dụng hàn đòi hỏi sự thâm nhập sâu và tốc độ hàn cao. Nó đặc biệt thích hợp để nối các vật liệu dày, vì nó cho phép kim loại nóng chảy lấp đầy phía sau lỗ khóa, dẫn đến mối hàn mạnh mẽ và hiệu quả.
Hàn nào hiệu quả nhất?
Hàn lỗ khóa, đặc biệt là hàn lỗ khóa laser và hàn lỗ khóa chùm tia điện tử, được coi là một trong những kỹ thuật hàn hiệu quả nhất. Nó cung cấp tốc độ hàn cao, thâm nhập sâu và kiểm soát chính xác quá trình hàn, làm cho nó phù hợp với các ứng dụng công nghiệp khác nhau.
Loại hàn hiệu quả nhất là gì?
Hàn laser, cụ thể là hàn lỗ khóa laser, thường được coi là loại hàn hiệu quả nhất. Nó cung cấp khả năng kiểm soát chính xác quá trình hàn, tốc độ hàn cao và khả năng thâm nhập sâu. Hàn laser được sử dụng rộng rãi trong các ngành công nghiệp nơi độ chính xác và hiệu quả là tối quan trọng.
Loại hàn khó nhất là gì?
Loại hàn khó nhất thường được coi là hàn dưới nước hoặc hàn trong môi trường khắc nghiệt, chẳng hạn như áp suất cao hoặc không gian hạn chế. Những điều kiện này đặt ra những thách thức và rủi ro an toàn riêng cho thợ hàn, đòi hỏi phải được đào tạo chuyên môn và thiết bị để thực hiện các nhiệm vụ hàn một cách hiệu quả và an toàn.
Tại sao nó được gọi là lỗ khóa?
Thuật ngữ “lỗ khóa” trong hàn lỗ khóa dùng để chỉ lỗ hoặc khoảng trống được hình thành ở cạnh trước của bể hàn. Hình dạng của lỗ này giống như một lỗ khóa, tương tự như các lỗ khóa được tìm thấy trong ổ khóa. Cái tên “lỗ khóa” có nguồn gốc từ sự giống nhau này.
A và Z trong hàn là gì?
Trong hàn, “A” và “Z” thường được sử dụng để đại diện cho góc chuẩn bị chung. “A” đề cập đến góc bao gồm giữa các bề mặt được nối, trong khi “Z” đại diện cho độ sâu của rãnh hoặc khoảng cách giữa các bề mặt. Các thông số này đóng một vai trò quan trọng trong việc xác định kỹ thuật hàn và cài đặt cần thiết để đạt được mối hàn thành công.
Kết thúc
Hàn lỗ khóa là một kỹ thuật hàn hiệu quả cao và linh hoạt, mang lại nhiều lợi thế trong các ngành công nghiệp khác nhau. Bằng cách sử dụng nguồn nhiệt tập trung, hàn lỗ khóa đạt được sự thâm nhập sâu và tốc độ hàn cao, dẫn đến các mối hàn mạnh mẽ và đáng tin cậy. Ngoài ra, nó giảm thiểu đầu vào nhiệt và biến dạng, làm cho nó phù hợp với các vật liệu nhạy cảm với nhiệt và các cấu trúc phức tạp. Hàn lỗ khóa cũng thể hiện tính linh hoạt trong việc hàn các vật liệu khác nhau và yêu cầu xử lý sau hàn tối thiểu, tiết kiệm thời gian và tài nguyên.
Một số yếu tố ảnh hưởng đến hàn lỗ khóa, bao gồm cân nhắc vật liệu, thông số hàn, thiết kế và chuẩn bị khớp, bảo vệ khí và khí quyển. Quản lý đúng cách các yếu tố này là rất quan trọng để đạt được kết quả hàn tối ưu và duy trì sự ổn định của lỗ khóa. Hơn nữa, những thách thức trong hàn lỗ khóa, chẳng hạn như kiểm soát lỗ khóa, khuyết tật và tối ưu hóa quy trình, có thể được khắc phục thông qua những tiến bộ trong công nghệ và tinh chỉnh quy trình.
Tương lai của hàn lỗ khóa nắm giữ những phát triển đầy hứa hẹn về nguồn nhiệt và thiết bị, công nghệ giám sát và điều khiển quy trình, và tích hợp với tự động hóa và robot. Những tiến bộ này sẽ nâng cao khả năng, độ chính xác và hiệu quả của hàn lỗ khóa, góp phần cải thiện chất lượng mối hàn, tăng năng suất và mở rộng ứng dụng.

Ý kiến bạn đọc (0)