Đường ống và Ống dẫn đề cập đến các hệ thống khác nhau được sử dụng để vận chuyển chất lỏng, chủ yếu được phân biệt theo quy mô, vị trí và độ phức tạp.
Đường ống:
-
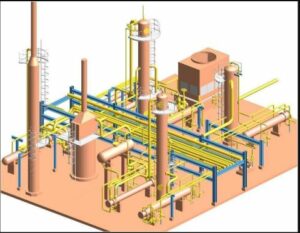
Là một mạng lưới phức tạp của các đường ống và phụ kiện trong một ranh giới nhà máy hoặc cơ sở xác định.
-
Thường có đường kính nhỏ hơn (từ 1/2 “đến khoảng 80”) và kết nối các thiết bị trong nhà máy.
-
Bao gồm nhiều loại phụ kiện như khuỷu tay, tees, bộ giảm tốc để thay đổi hướng và kích thước.
-
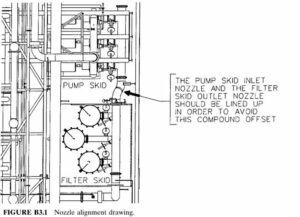
Chứa nhiều thiết bị khác nhau như máy bơm, van, bộ trao đổi nhiệt và bộ lọc để hỗ trợ các chức năng của quy trình.
-
Chủ yếu được tìm thấy trên mặt đất với một số dịch vụ ngầm.
-
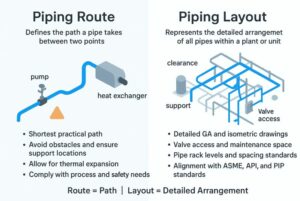
Được thiết kế và quản lý chủ yếu bởi ASME B31.3 cho đường ống xử lý.
-
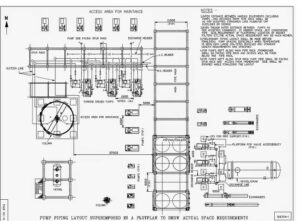
Yêu cầu định tuyến phức tạp xung quanh thiết bị và cấu trúc, bao gồm tính linh hoạt cho sự giãn nở nhiệt và rung động.
Ống dẫn:
-
Bao gồm các đường ống được kết nối đường dài, thường dài nhiều km, đôi khi ngầm, trên mặt đất hoặc dưới biển.
-
Nói chung có đường kính lớn hơn được thiết kế để vận chuyển chất lỏng rời (chất lỏng hoặc khí) giữa các cơ sở hoặc khu vực.
-
Sử dụng các phụ kiện hạn chế, chủ yếu là uốn cong bán kính dài, với ít van và máy bơm hơn được đặt một cách chiến lược.
-
Vận chuyển chất lỏng theo dòng chảy tương đối thẳng, một chiều để giảm thiểu giảm áp suất.
-
Được thiết kế theo các mã như ASME B31.4 (để vận chuyển chất lỏng) và B31.8 (để truyền khí).
-
Kiểm tra và bảo trì khác nhau, với các đường ống thường sử dụng các công cụ kiểm tra trong dây chuyền (“pigging”).
Tóm lại, Đường ống là bên trong nhà máy và phức tạp trong định tuyến và thiết bị, trong khi Ống dẫn là bên ngoài, quy mô lớn và được thiết kế để vận chuyển số lượng lớn hiệu quả trên quãng đường dài.
Đường ống so với Ống dẫn: Giống nhau ư? Không hẳn! 💥
Bạn đã bao giờ tham gia một cuộc thảo luận mà ai đó nói đường ống nhưng thực ra lại muốn nói đến đường ống chưa? Chuyện này xảy ra thường xuyên – và không chỉ với những người mới! Ngay cả các kỹ sư giàu kinh nghiệm đôi khi cũng nhầm lẫn giữa chúng. Vậy nên, hãy cùng làm rõ vấn đề bằng một phép so sánh thân thiện, không dùng thuật ngữ chuyên ngành 👇
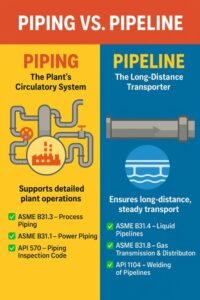
🔧 Đường ống – Hệ thống Tuần hoàn của Nhà máy
Đường ống nằm bên trong cơ sở – trong các nhà máy lọc dầu, nhà máy hóa dầu hoặc giàn khoan ngoài khơi. Nó kết nối thiết bị, dẫn lưu chất lỏng trong quy trình và giúp hoạt động diễn ra trơn tru.
Hệ thống đường ống thường nhỏ gọn, phức tạp và chứa đầy các đoạn uốn cong, van và phụ kiện. Chúng chịu được áp suất và nhiệt độ thay đổi, cần được thiết kế cẩn thận, linh hoạt và kiểm tra thường xuyên.
Chúng được quản lý bởi các tiêu chuẩn như:
✅ ASME B31.3 – Đường ống công nghệ
✅ ASME B31.1 – Đường ống động lực
✅ API 570 – Quy chuẩn Kiểm định Đường ống
👉 Hãy tưởng tượng chúng như những mạch máu và động mạch bên trong nhà máy – phân phối sự sống (chất lỏng!) đến mọi ngóc ngách.
🚛 Ống dẫn – Phương tiện vận chuyển đường dài
Mặt khác, đường ống kết nối các cơ sở, thành phố, hoặc thậm chí cả quốc gia! Chúng chạy hàng dặm dưới lòng đất hoặc dưới nước, được thiết kế để dòng chảy ổn định và ít can thiệp.
Các hệ thống này chú trọng đến độ bền và hiệu quả, chứ không phải sự phức tạp. Chúng vận chuyển dầu, khí hoặc nước một cách an toàn và liên tục trên những khoảng cách xa.
Các tiêu chuẩn phổ biến bao gồm:
✅ ASME B31.4 – Đường ống chất lỏng
✅ ASME B31.8 – Truyền tải và Phân phối Khí
✅ API 1104 – Hàn Đường ống
👉 Ống dẫn là những xa lộ của thế giới năng lượng – vận chuyển tài nguyên một cách đáng tin cậy trên những địa hình rộng lớn.
⚙️ Điểm chính:
Đường ống hỗ trợ các hoạt động chi tiết của nhà máy.
Đường ống đảm bảo vận chuyển đường dài và ổn định.
Vậy nên lần tới khi ai đó nói “đường ống” khi thực ra họ muốn nói “ống dẫn”, hãy nhẹ nhàng nhắc nhở họ nhé 😉
#EngineeringCommunity
#PipingVsPipeline #OilAndGas #EngineeringInsights #ProcessEngineering #ASME #APIStandards #EnergySector #KnowledgeMatters #MechanicalEngineering 😊
Tuyến ống so với Đường ống, Dầu khí, Thông tin Kỹ thuật, Kỹ thuật Quy trình, ASME, Tiêu chuẩn API, Ngành Năng lượng, Kiến thức Quan trọng, Kỹ thuật Cơ khí
(St.)