Độ cứng của mặt bích trong ASME BPVC Phần VIII Div. 1 là yêu cầu, trong Phụ lục 2, mặt bích bắt vít phải đủ cứng (hạn chế quay / lệch) để duy trì độ kín của miếng đệm trong cả chỗ ngồi và điều kiện vận hành của miếng đệm.
“Độ cứng mặt bích” có nghĩa là gì
-
Phụ lục 2 coi mặt bích là một bộ phận uốn có thể quay ở đường phản ứng của miếng đệm khi được tải bằng tải trước bu lông và áp suất bên trong.
-
“Độ cứng” được định lượng thông qua kiểm tra vòng quay: vòng quay mặt bích thực tế (từ công thức Phụ lục 2) không được vượt quá vòng quay tối đa do Mã khuyến nghị, dẫn đến chỉ số độ cứng không thứ nguyên J.
-
Trong thông lệ công nghiệp thông thường, mặt bích được coi là đủ cứng khi chỉ số này J≤1.0, tức là tính toán vòng quay ≤ vòng quay cho phép.
Chỉ số độ cứng và giới hạn (khái niệm)
-
Chỉ số độ cứng Jđược định nghĩa là tỷ lệ giữa vòng quay mặt bích được tính toán với vòng quay mặt bích tối đa được khuyến nghị theo Phụ lục 2-14.
-
Giới hạn xoay được khuyến nghị điển hình (dựa trên kinh nghiệm) là khoảng 0.3 độ đối với mặt bích tích hợp / tùy chọn và khoảng 0.2 độ đối với mặt bích loại rời.
-
Các nhà thiết kế sử dụng các giới hạn này cùng với các yếu tố hình học Phụ lục 2 (ví dụ: từ Bảng 2-14) và các đặc tính đàn hồi của vật liệu để xác minh mặt bích là “đủ cứng” tại:
-
Tình trạng seat của miếng đệm.
-
Điều kiện hoạt động (áp suất bên trong cộng với tải trọng bu lông).
-
Nơi nó xuất hiện trong VIII-1
-
Các quy tắc chính thức cho thiết kế mặt bích có trong Phần VIII-1, Phụ lục 2 (kết nối mặt bích bắt vít).
-
Độ cứng của mặt bích được xử lý cụ thể trong phần thường được trích dẫn là “Độ cứng mặt bích 2-14” hoặc tương tự, cung cấp các yếu tố và phương pháp luận để tính toán độ quay và độ cứng của mặt bích.
-
Tài liệu đào tạo và hướng dẫn về VIII-1 (ví dụ: sách hướng dẫn CASTI và các khóa học ASME) liệt kê “Độ cứng mặt bích” là một chủ đề riêng biệt trong quy trình thiết kế Phụ lục 2, cùng với tải trọng bu lông, chỗ ngồi của miếng đệm và kiểm tra mômen / ứng suất.
Giải thích và câu hỏi thử nghiệm thủy lực
-
Giải thích ASME (VIII-1-10-41) làm rõ rằng, khi đáp ứng Phụ lục 2-14, không bắt buộc phải tính toán độ cứng của mặt bích cho điều kiện thử nghiệm thủy tĩnh bằng cách sử dụng áp suất thử nghiệm từ UG-99 (b) hoặc UG-99 (c); kiểm tra độ cứng gắn liền với các điều kiện thiết kế Phụ lục 2 chứ không phải áp suất thử nghiệm thủy lực.
Bài học thiết kế thực tế
-
Trong thiết kế mặt bích thực tế cho VIII-1 Phụ lục 2, bạn thường là:
-
Định kích thước mặt bích cho ứng suất (Phụ lục 2 điều kiện ứng suất).
-
Kiểm tra chỗ ngồi của miếng đệm và tải trọng bu lông vận hành.
-
Sau đó kiểm tra độ cứng của mặt bích (xoay) bằng các yếu tố Phụ lục 2-14, đảm bảo J≤1.0J≤1.0 và quay trong giới hạn mức độ thực nghiệm thích hợp với loại mặt bích.
-
ASME BPVC Phần VIII, Mục 1 (Phiên bản năm 2023), Phụ lục 2, Đoạn 2-14 đề cập đến thiết kế các kết nối mặt bích bắt vít trong bình chịu áp lực, cụ thể là ứng suất bắt vít cho phép và tính toán tải trọng cho phép cho các mối nối đó.
Đoạn 2-14 bao gồm những gì
-
Nó quy định cách xác định tải trọng bu lông cần thiết ở điều kiện vận hành và seat của miếng đệm, sử dụng các công thức tải trọng mặt bích được xác định trong Phụ lục 2 (ví dụ: Wm1Wm1, Wm2Wm2) và sau đó chuyển thành giới hạn ứng suất cho phép trong bu lông.
-
Đoạn này thường đề cập đến ứng suất bu lông cho phép (thường SbSb) từ các bảng mặt cắt vật liệu áp dụng và có thể chỉ định rằng ứng suất bắt vít tính toán không được vượt quá tỷ lệ phần trăm xác định (ví dụ: 90% hoặc 100%, tùy thuộc vào trường hợp tải trọng) của ứng suất cho phép đó.
Mục đích chính trong Phiên bản năm 2023
-
Trong bản cập nhật năm 2023 của Mục VIII-1, Phụ lục 2 vẫn là phương pháp chính để thiết kế các mối nối mặt bích tích hợp hoặc mặt lỏng nhô lên tiêu chuẩn; Đoạn 2-14 đảm bảo rằng kích thước và ứng suất bu lông vẫn nằm trong giới hạn an toàn đồng thời đáp ứng các yêu cầu về đóng miếng đệm và lực đẩy áp suất.
-
Từ ngữ về cơ bản không thay đổi so với các ấn bản trước về mục đích, nhưng bất kỳ sửa đổi biên tập hoặc tham khảo chéo nhỏ nào trong văn bản năm 2023 đều được ghi lại trong “Tóm tắt các thay đổi” chính thức do ASME phát hành cho ấn bản đó.
Chia sẻ










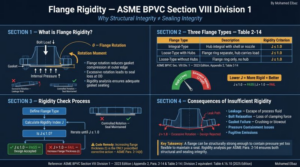
🔧 Độ cứng mặt bích: Chìa khóa ẩn giấu cho bình áp lực kín khít
Bạn đã bao giờ tự hỏi tại sao một số mặt bích vượt qua tất cả các kiểm tra ứng suất nhưng vẫn bị rò rỉ? Đây là điều mà nhiều kỹ sư bỏ sót:
Độ cứng mặt bích là gì? Đó là độ cứng quay của mặt bích — khả năng chống biến dạng dưới tải trọng bu lông và áp suất bên trong. Tiêu chuẩn ASME BPVC Mục VIII, Phân khu 1 (Phụ lục 2, Đoạn 2-14) Phiên bản 2023 đã đưa ra yêu cầu này dựa trên một phát hiện quan trọng: mặt bích được thiết kế chỉ dựa trên giới hạn ứng suất cho phép có thể không đủ độ cứng để kiểm soát rò rỉ. Nghiên cứu của PVRC đã thúc đẩy việc bổ sung tiêu chuẩn này.
Chỉ số độ cứng (J) Ba công thức được áp dụng tùy thuộc vào loại mặt bích:
Mặt bích liền khối
Mặt bích rời có khớp nối
Mặt bích rời không có khớp nối
Tiêu chí chấp nhận: J ≤ 1.0 — được kiểm tra cả về điều kiện lắp đặt gioăng và điều kiện hoạt động.
⚡ HIỆU QUẢ THỰC TIỄN — Tại sao điều này quan trọng: Việc kiểm tra độ cứng trực tiếp giải quyết độ cứng quay tổng thể của mặt bích — khả năng chống lại sự quay của toàn bộ vòng mặt bích dưới tải trọng bu lông và áp suất bên trong. Khi sự quay quá mức, gioăng sẽ mất ứng suất tiếp xúc đồng đều trên bề mặt tiếp xúc của nó, và rò rỉ sẽ xảy ra — ngay cả trong một mặt bích vượt qua mọi kiểm tra ứng suất kết cấu.
Về bản chất: một mặt bích đủ chắc chắn về mặt kết cấu không nhất thiết là một mặt bích kín khít — phân tích độ cứng sẽ lấp đầy khoảng trống đó.
Điều gì xảy ra nếu J > 1.0? Theo tiêu chuẩn ASME, độ dày mặt bích phải được tăng lên và J phải được tính toán lại cho đến khi J ≤ 1.0 được thỏa mãn cho cả điều kiện làm kín gioăng và điều kiện hoạt động. Việc tăng độ dày trực tiếp làm giảm sự xoay của mặt bích, khôi phục tính toàn vẹn của việc làm kín.
Tóm lại: Tính toàn vẹn cấu trúc ≠ Tính toàn vẹn làm kín. Chỉ số độ cứng là cơ chế của tiêu chuẩn để đảm bảo cả hai được đạt được đồng thời.
📖 Lưu ý tham khảo tiêu chuẩn: Bài đăng này dựa trên ASME BPVC Phần VIII Phân khu 1 — Phiên bản 2023, Phụ lục 2, Đoạn 2-14 và Bảng 2-14.
Các kỹ sư làm việc theo Phân khu 2 có thể tham khảo Bảng 4.16.10 — Tiêu chí độ cứng mặt bích trong Phiên bản 2025 để biết các yêu cầu tương đương theo khuôn khổ của phân khu đó.
📌 Các kỹ sư thiết kế bình áp lực khác: Bạn đã từng gặp phải trường hợp nào mà yêu cầu về độ cứng chi phối thiết kế của bạn nhiều hơn là các tính toán ứng suất chưa? Hãy chia sẻ kinh nghiệm của bạn bên dưới!
#PressureVessel #MechanicalEngineering #ASME #FlangeDesign #LeakPrevention #EngineeringStandards #ProcessSafety #PipingEngineering
Bình áp lực, Kỹ thuật cơ khí, ASME, Thiết kế mặt bích, Ngăn ngừa rò rỉ, Tiêu chuẩn kỹ thuật, An toàn quy trình, Kỹ thuật đường ống