FMEA là gì?
FMEA là viết tắt của Chế độ thất bại và Phân tích hiệu ứng. Đây là một kỹ thuật có cấu trúc, có hệ thống để xác định các chế độ lỗi tiềm ẩn – cách một cái gì đó có thể thất bại – và phân tích tác động của những lỗi đó đối với hệ thống hoặc quy trình. Mục tiêu là dự đoán và giảm thiểu rủi ro bằng cách xác định sớm các điểm hỏng hóc và thực hiện các biện pháp phòng ngừa hoặc khắc phục thích hợp. FMEA có thể được áp dụng trong nhiều bối cảnh khác nhau bao gồm thiết kế sản phẩm (Design FMEA), quy trình sản xuất (Process FMEA), lựa chọn nhà cung cấp, thiết bị và hệ thống dịch vụ để hiểu và quản lý rủi ro một cách toàn diện.
Chức năng cốt lõi trong quản lý chất lượng và rủi ro
-
Ưu tiên rủi ro: FMEA sử dụng hệ thống tính điểm (Risk Priority Number – RPN) dựa trên mức độ nghiêm trọng của các tác động hỏng hóc, khả năng xảy ra và khả năng phát hiện lỗi trước khi chúng đến tay khách hàng. Điều này ưu tiên những rủi ro nghiêm trọng nhất cần giảm thiểu.
-
Tập trung phòng ngừa: Bằng cách chủ động xác định các chế độ lỗi, nó hỗ trợ kiểm soát chất lượng phòng ngừa, giúp tránh lỗi, giảm làm lại và cải thiện độ an toàn của sản phẩm.
-
Cải tiến liên tục: Kết quả FMEA đưa vào các chiến lược cải tiến chất lượng và giảm thiểu rủi ro liên tục, đảm bảo cải tiến liên tục các quy trình và giảm thiểu các lỗi tốn kém tiềm ẩn.
Lợi ích của FMEA
-
Cải thiện độ tin cậy của sản phẩm và quy trình bằng cách dự đoán các lỗi có thể xảy ra.
-
Giúp điều chỉnh quản lý rủi ro với các tiêu chuẩn chất lượng như AS9100 và ISO 9001 nhấn mạnh tư duy dựa trên rủi ro.
-
Tạo điều kiện hợp tác đa chức năng bằng cách thu hút các thành viên trong nhóm có kiến thức để động não về các chế độ lỗi, tăng cường học tập và chia sẻ chuyên môn của tổ chức.
-
Dẫn đến sản phẩm an toàn hơn và sự hài lòng của khách hàng cao hơn bằng cách giảm rủi ro và lỗi một cách có hệ thống.
FMEA là một công cụ chủ động thiết yếu trong khuôn khổ quản lý chất lượng và rủi ro, cho phép các tổ chức quản lý rủi ro tiềm ẩn một cách hiệu quả và cung cấp các sản phẩm và dịch vụ chất lượng cao hơn một cách nhất quán. Nó tích hợp một cách có hệ thống đánh giá rủi ro và lập kế hoạch hành động kiểm soát, tạo thành một phần cơ bản của hệ thống quản lý chất lượng mạnh mẽ.
Hardik Prajapati
🔍 FMEA – Công cụ cốt lõi cho quản lý chất lượng và rủi ro
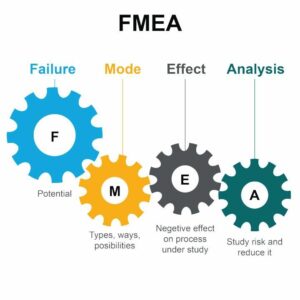
Hình ảnh minh họa đơn giản về FMEA (Phân tích chế độ và tác động của lỗi) — một trong những công cụ quan trọng nhất trong kỹ thuật chất lượng.
FMEA giúp chúng ta:
✔️ Xác định lỗi tiềm ẩn (Failure)
✔️ Hiểu cách thức lỗi xảy ra (Mode)
✔️ Đánh giá tác động của lỗi lên quy trình (Effect)
✔️ Phân tích và giảm thiểu rủi ro thông qua các biện pháp kiểm soát (Analysis)
Là một kỹ sư chất lượng, FMEA rất cần thiết để cải thiện độ tin cậy, ngăn ngừa lỗi và nâng cao sự hài lòng của khách hàng.
#MechanicalEngineer #MechanicalEngineering #MechanicalQualityEngineer #MechanicalIndustry
#QA #QC #Quality #QualityEngineer #QualityAssurance #QualityControl #QualityManagement
#Inspection #Inspector #TPI #ThirdPartyInspection #VendorInspection #StageInspection
#NDT #NDTLevel2 #NDTInspection #NDE #NonDestructiveTesting
#UltrasonicTesting #UTInspection #RadiographyTesting #RTInspection
#MagneticParticleTesting #MPT #LiquidPenetrantTesting #LPT #VisualTesting #VT #HardnessTesting
#ASME #ASMECode #ASMESectionV #ASMESectionVIII #ASMESectionIX #B313
#API #API510 #API570 #API650 #API620 #SPI
#ASTM #ASTMStandards #ASTMA105 #ASTMA182 #ASTMA234
#Instrumentation #InstrumentationEngineer #InstrumentationAndControl
#Valve #ValveTesting #ValveInspection #ControlValve #GateValve #GlobeValve #BallValve #CheckValve
#PipingEngineering #PipingDesign #PressureVessel #BoilerInspection
#Welding #WeldingInspection #WeldQuality #WPS #PQR #WelderQualification
#Fabrication #Manufacturing #ProductionEngineering #ProcessIndustry #OilAndGas
#ISO9001 #ISO14001 #ISO45001 #HSE #SafetyFirst
#Metallurgy #MaterialTesting #Forging #Casting #HeatTreatment
#ProcessControl #RootCauseAnalysis #ContinuousImprovement #LeanManufacturing #SixSigma
#EngineeringCommunity #EngineeringLife #IndustrialEngineering #PlantMaintenance #ProjectEngineering
#TechnicalKnowledge #EngineeringStandards #MechanicalWorks #QualityCulture #QAMS
Kỹ sư Cơ khí, Kỹ thuật Cơ khí, Kỹ sư Chất lượng Cơ khí, Ngành Cơ khí, QA, QC, Chất lượng, Kỹ sư Chất lượng, Đảm bảo Chất lượng, Kiểm soát Chất lượng, Quản lý Chất lượng, Kiểm tra, Kiểm tra viên, TPI, Kiểm tra Bên thứ ba, Kiểm tra Nhà cung cấp, Kiểm tra Giai đoạn, NDT, NDT Cấp độ 2, Kiểm tra NDT, NDE, Kiểm tra Không Phá hủy, Kiểm tra Siêu âm, Kiểm tra UTC, Kiểm tra Chụp X-quang, Kiểm tra RT, Kiểm tra Hạt từ, MPT, Kiểm tra Thấm chất lỏng, LPT, Kiểm tra Trực quan, VT, Kiểm tra Độ cứng, ASME, Mã ASME, ASME Phần V, ASME Phần VIII, ASME Phần IX, B31.3, API, API 510, API 570, API 650, API 620, SPI, ASTM, Tiêu chuẩn ASTM, ASTM A105, ASTM A182, ASTM A234, Thiết bị đo lường, Kỹ sư thiết bị đo lường, Thiết bị đo lường và điều khiển, Van, Kiểm tra van, Kiểm tra van, Van điều khiển, Van cổng, Van cầu, Van bi, Van một chiều, Kỹ thuật đường ống, Thiết kế đường ống, Bình áp lực, Kiểm tra nồi hơi, Hàn, Kiểm tra hàn, Chất lượng hàn, WPS, PQR, Chứng chỉ thợ hàn, Chế tạo, Sản xuất, Kỹ thuật sản xuất, Công nghiệp quy trình, Dầu khí, ISO 9001, ISO 14001, ISO 45001, HSE, An toàn là trên hết, Luyện kim, Kiểm tra vật liệu, Rèn, Đúc, Xử lý nhiệt, Kiểm soát quy trình, Phân tích Nguyên nhân Gốc rễ, Cải tiến Liên tục, Sản xuất Tinh gọn, Six Sigma , Cộng đồng Kỹ thuật, Kỹ thuật Đời sống, Kỹ thuật Công nghiệp, Bảo trì Nhà máy, Kỹ thuật Dự án, Kiến thức Kỹ thuật, Tiêu chuẩn Kỹ thuật, Cơ khí, Văn hóa Chất lượng, QAMS
(St.)










🔹 Số heat là gì?
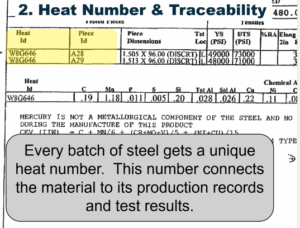
Số heat là một số nhận dạng duy nhất được gán cho một lô kim loại cụ thể được sản xuất trong một quy trình nấu chảy duy nhất tại một nhà máy thép.
Nó được sử dụng để truy tìm:
a. Nguồn gốc vật liệu
b. Thành phần hóa học
c. Tính chất cơ học
d. Lịch sử xử lý nhiệt
🔹 Tầm quan trọng của Số heat trong Đường ống.
Số heat rất quan trọng trong ngành công nghiệp dầu khí để đảm bảo:
1️⃣ Khả năng truy xuất nguồn gốc vật liệu
Giúp truy tìm đường ống trở lại lô sản xuất ban đầu.
Xác nhận sự tuân thủ các thông số kỹ thuật hóa học và cơ học.
Quan trọng đối với các ứng dụng áp suất cao và nhiệt độ cao.
2️⃣ Đảm bảo chất lượng
Liên kết với Báo cáo kiểm tra vật liệu (MTR) hoặc Báo cáo kiểm tra tại nhà máy.
Được sử dụng trong quá trình kiểm tra và đánh giá để xác minh sự tuân thủ các tiêu chuẩn.
3️⃣ Phân tích lỗi
Nếu xảy ra lỗi, số lô sản xuất giúp xác định lô sản xuất và nguyên nhân gốc rễ.
4️⃣ Tuân thủ tiêu chuẩn
Bắt buộc theo các tiêu chuẩn như:
ASME B31.3 (Ống dẫn công nghiệp)
API 5L (Ống dẫn)
Tiêu chuẩn ASTM (ví dụ: ASTM A106)
🔹 Số heat sản xuất nằm ở đâu?
Thông thường:
Được đóng dấu hoặc đánh dấu trên bề mặt ống
Gần đầu ống
Trên thẻ gắn kèm (đối với ống đường kính nhỏ)
🔹 Số heat sản xuất trong MTR (Báo cáo kiểm tra vật liệu)
MTR chứa:
a. Thành phần hóa học
b. Tính chất cơ học (độ bền kéo, giới hạn chảy, độ giãn dài)
Xác nhận tuân thủ
Số heat sản xuất trên ống phải khớp với MTR.
🔹 Cách sử dụng Mã số lô hàn
Trong quá trình mua sắm
a. Được kiểm tra đối chiếu với bảng kê vật liệu (MTR) để đáp ứng các thông số kỹ thuật của dự án.
b. Trong quá trình chế tạo
Được ghi lại trong các tài liệu hàn và chế tạo.
c. Trong quá trình kiểm tra
Được kiểm tra để xác nhận sự tuân thủ các tiêu chuẩn.
d. Trong quá trình vận hành
Được sử dụng cho bảo trì, sửa chữa và điều tra sự cố.
🔹 Tóm tắt (Ngắn gọn)
Số heat hàn đảm bảo khả năng truy xuất nguồn gốc vật liệu đầy đủ, kiểm soát chất lượng, an toàn và tuân thủ trong hệ thống đường ống.
Nó liên kết đường ống vật lý với các chứng chỉ kiểm tra và hồ sơ sản xuất, làm cho nó trở nên thiết yếu trong ngành dầu khí và công nghiệp chế biến.
#Heat_number
#Pipes
#Quality