Mối hàn và các loại của chúng
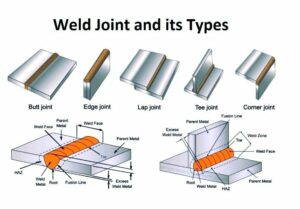
Mối hàn là các kết nối trong đó hai hoặc nhiều mảnh kim loại hoặc các vật liệu khác được nối với nhau bằng cách hàn. Có năm loại mối hàn chính thường được sử dụng trong các ứng dụng hàn khác nhau: khớp đối đầu, khớp tee, khớp vòng, khớp góc và khớp cạnh. Mỗi loại có những đặc điểm riêng phù hợp với nhu cầu kết cấu và chế tạo khác nhau.
Butt Joint
Khớp đối đầu được hình thành bằng cách đặt hai miếng kim loại phẳng từ cạnh này sang cạnh khác, thường được căn chỉnh trong cùng một mặt phẳng hoặc ở một góc từ 135 ° đến 180 °. Nó được sử dụng rộng rãi trong đường ống, xây dựng và chế tạo. Mối nối này cho phép hàn xuyên hoàn toàn để có độ bền cơ học mạnh và có thể yêu cầu chuẩn bị cạnh như vát cho vật liệu dày hơn. Các biến thể bao gồm rãnh vuông, rãnh vát và mối hàn rãnh U hoặc J.
Tee Joint
Mối hàn chữ T xảy ra khi hai mảnh được nối vuông góc với nhau, tạo thành hình chữ T. Nó là một loại mối hàn phi lê phổ biến trong kết cấu thép và ống. Mối nối này thường được hàn một hoặc cả hai mặt tùy thuộc vào yêu cầu tải trọng. Các khớp tee rất linh hoạt nhưng có thể dễ bị một số hỏng hóc nhất định như rách lớp.
Lap Joint
Mối hàn chồng được tạo ra bằng cách chồng lên nhau hai miếng kim loại với một góc nhỏ (0-5 °). Chúng điển hình trong công việc sửa chữa và các ứng dụng kim loại tấm, nơi các mảnh có độ dày khác nhau cần được nối với nhau. Hàn các mối nối đùi đúng cách giúp gia cố, nhưng chúng dễ bị ăn mòn nếu không được bảo dưỡng đúng cách.
Corner Joint
Các mối hàn góc nối hai miếng kim loại vuông góc để tạo thành hình chữ L và thường được sử dụng trong khung và gia công kim loại tấm. Mối nối này có thể được hình thành dưới dạng góc mở (hình chữ V) hoặc góc đóng và có thể bao gồm các loại mối hàn khác nhau như mối hàn rãnh vát hoặc phi lê, tùy thuộc vào độ bền và độ hoàn thiện cần thiết.
Edge Joint
Các mối nối cạnh liên quan đến việc nối hai miếng kim loại dọc theo các cạnh của chúng, đặt cạnh nhau, đôi khi với một hoặc cả hai cạnh bị cong. Chúng thường được sử dụng để nối các tấm mỏng hoặc tăng thêm độ bền cho các cạnh. Giống như các mối nối khác, các mối nối cạnh thường yêu cầu chuẩn bị cạnh cụ thể và có thể được hàn xung quanh các cạnh hoặc một phần khi cần thiết.
Các loại mối hàn cơ bản này được lựa chọn dựa trên các yếu tố như tải trọng được hỗ trợ, độ dày vật liệu, quá trình hàn, độ bền và tính thẩm mỹ mong muốn trong thành phẩm. Lựa chọn và chuẩn bị chính xác các mối hàn là rất quan trọng đối với tính toàn vẹn và độ bền của kết cấu hàn.
Saffi Ullah
🔧 Mối hàn và các loại mối hàn — Khái niệm cơ bản dành cho Chuyên gia QC & Hàn
Hiểu biết về các loại mối hàn khác nhau là điều cần thiết để đảm bảo tính toàn vẹn của kết cấu, lựa chọn quy trình hàn phù hợp và duy trì các tiêu chuẩn chất lượng trong chế tạo và thi công.
Dưới đây là năm loại mối hàn cơ bản thường được sử dụng trong ngành:
1. Mối hàn đối đầu
Được sử dụng để nối hai chi tiết trên cùng một mặt phẳng. Lý tưởng cho đường ống, công trình kết cấu và chế tạo tấm.
2. Mối hàn cạnh
Được tạo thành bằng cách đặt hai cạnh kim loại cạnh nhau. Phổ biến trong gia công kim loại tấm và chế tạo nhẹ.
3. Mối hàn chồng
Được tạo ra khi hai chi tiết chồng lên nhau. Có độ bền tốt và được sử dụng rộng rãi trong ngành công nghiệp ô tô và kim loại tấm.
4. Mối hàn chữ T
Một tấm được hàn góc 90° với tấm kia, tạo thành hình chữ “T”. Được sử dụng rộng rãi trong khung kết cấu và các cụm chế tạo.
5. Mối hàn góc
Được sử dụng để tạo góc 90° giữa hai tấm. Phổ biến trong các kết cấu dạng hộp, khung và chế tạo.
Mỗi loại mối hàn đều có mặt hàn, chân mối hàn, chân mối hàn, vùng ảnh hưởng nhiệt (HAZ) và đường hàn riêng, tất cả đều là những khu vực quan trọng để kiểm tra và kiểm soát chất lượng.
Là các chuyên gia hàn, kỹ sư và thanh tra QC, việc nắm vững những nguyên tắc cơ bản này giúp đảm bảo mối hàn an toàn, đáng tin cậy và chất lượng cao trong mọi dự án.
—
#Welding #WeldJoints #Fabrication #QualityControl #QCInspector #WeldingInspection #NDT #CSWIP #ASNT #WeldingEngineering #MetalFabrication #Manufacturing #Engineering #ConstructionIndustry #IndustrialSkills #WeldingTechnology #WeldQuality #HAZ #Metallurgy #StructuralWelding #SaudiJobs #TechnicalSkills
Hàn, Mối hàn, Chế tạo, Kiểm soát chất lượng, Kiểm tra viên QC, Kiểm tra hàn, NDT, CSWIP, ASNT, Kỹ thuật hàn, Chế tạo kim loại, Sản xuất, Kỹ thuật, Ngành xây dựng, Kỹ năng công nghiệp, Công nghệ hàn, Chất lượng hàn, HAZ, Luyện kim, Hàn kết cấu, Việc làm tại Ả Rập Xê Út, Kỹ năng kỹ thuật
(2) Post | LinkedIn
(St.)










📈 Học tập liên tục về Kiểm soát chất lượng
Trở thành một Kiểm định viên Hàn được chứng nhận không chỉ đơn thuần là vượt qua kỳ thi; mà còn là nắm vững các yếu tố ảnh hưởng đến chất lượng mối hàn.
Bảng “Hỏi và Đáp” cho chương trình CSWIP 3.1 để giúp bạn nắm vững:
✅ Các biến số quy trình: Ảnh hưởng của điện áp cao đến chiều dài hồ quang và độ xuyên thấu.
✅ An toàn: Hiểu về COSHH (Kiểm soát các chất nguy hại đến sức khỏe).
✅ Phương pháp NDT: Khi nào nên chọn UT để kiểm tra độ dày so với RT để kiểm tra các khuyết tật bên trong.
Hãy thoải mái tải xuống và chia sẻ những ghi chú này với bất kỳ ai hiện đang chuẩn bị cho kỳ thi CSWIP hoặc AWS-CWI của họ.