Số A theo ASME Phần IX đề cập đến hệ thống phân loại thành phần hóa học của kim loại mối hàn lắng đọng. Các Số A này được định nghĩa trong Bảng ASME Phần IX QW-442 và đoạn 404.5. Việc phân loại dựa trên lượng sáu nguyên tố trong mỏ hàn: Carbon (C), Crom (Cr), Molypden (Mo), Niken (Ni), Mangan (Mn) và Silicon (Si) trong điều kiện “khi hàn”, không phải thành phần nguyên liệu thô của kim loại phụ.
Những điểm chính về A-Numbers trong ASME Phần IX:
Số A chỉ áp dụng cho kim loại hàn đen (kim loại chứa sắt, chẳng hạn như thép cacbon và thép không gỉ).
Các nhóm số A hàn kim loại theo thành phần hóa học lắng đọng của chúng sau khi hàn, có thể bị ảnh hưởng bởi kim loại cơ bản, khí che chắn hoặc chất trợ dung.
Phân loại này giúp đánh giá các quy trình hàn và thợ hàn cho các thành phần kim loại mối hàn liên quan một cách hiệu quả.
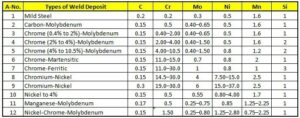
Bảng QW-442 liệt kê số A với các phạm vi nguyên tố điển hình và các loại cặn mối hàn tương ứng, chẳng hạn như thép nhẹ, thép crom-molypden, thép crom-niken, v.v.
Ví dụ, A-Số 1 tương ứng với kim loại hàn thép nhẹ với khoảng 0,20% C, 0,20% Cr, 0,30% Mo, 0,50% Ni, 1,60% Mn và 1,00% Si.
Sự thay đổi thành phần hóa học từ Số A này sang Số A khác trong Bảng QW-442 yêu cầu trình độ mới trừ khi bảng ghi nhận sự tương đương (ví dụ: A-Số 1 đủ điều kiện cho Số A 2 và ngược lại).
Hệ thống này rất cần thiết trong các thông số kỹ thuật và trình độ của quy trình hàn vì nó xác định các nhóm kim loại mối hàn bằng hóa học “khi hàn” của chúng đối với kim loại đen, đảm bảo kiểm soát vật liệu và quy trình thích hợp trong quá trình chế tạo.
Harminder Kumar Khatri [WELD MASTER]
Số A theo ASME SEC IX
Phân loại Phân tích Kim loại Hàn Sắt để Đánh giá Quy trình
GHI CHÚ:
(1) Các giá trị đơn lẻ hiển thị ở trên là tối đa.
(2) Chỉ các yếu tố được liệt kê mới được sử dụng để xác định số A.
Huấn luyện viên Hàn, Kỹ sư Hàn, Thanh tra Hàn, Công nghệ Hàn, Chứng chỉ Hàn, Tiêu chuẩn Hàn, Quy trình Hàn, ISO 15614, ASME, Kiểm soát Chất lượng, Chế tạo, Tuân thủ Hàn, Kiểm tra Hàn, WPS, PQR, Chứng chỉ Thợ Hàn, Ngành Công nghiệp Hàn
Ủ dung dịch là một quá trình xử lý nhiệt được sử dụng chủ yếu với các kim loại như thép không gỉ, hợp kim nhôm, siêu hợp kim dựa trên niken, titan và hợp kim đồng để cải thiện tính chất của chúng. Quá trình này bao gồm ba bước chính:
Làm nóng kim loại đến nhiệt độ cao, nơi các nguyên tố hợp kim hòa tan thành dung dịch rắn. Ví dụ, trong thép austenit, nhiệt độ này thường dao động từ khoảng 950 ° C đến 1200 ° C.
Ngâm hoặc giữ kim loại ở nhiệt độ này trong một thời gian đủ để đảm bảo kết tủa và các nguyên tố hợp kim hòa tan đồng đều và hoàn toàn vào dung dịch rắn.
Làm mát hoặc làm nguội nhanh chóng, thường bằng nước hoặc khí, đến nhiệt độ phòng để ngăn kết tủa tái tạo.
Quá trình này đồng nhất hóa cấu trúc vi mô bằng cách giảm sự phân tách của các nguyên tố hợp kim, giảm ứng suất bên trong, tăng cường khả năng chống ăn mòn và cải thiện các tính chất cơ học như độ dẻo và độ dẻo dai mà không gây xơ cứng do biến đổi martensitic.
Ủ dung dịch đặc biệt quan trọng trước khi làm cứng tuổi hoặc làm cứng kết tủa vì nó tạo ra cấu trúc một pha đảm bảo rằng kết tủa tiếp theo của các pha tăng cường xảy ra đồng đều và có kiểm soát được trong quá trình lão hóa, cuối cùng quyết định độ cứng, độ bền và các tính chất cơ học khác của sản phẩm cuối cùng.
Trong thép không gỉ austenit, ủ dung dịch cũng làm giảm kết tủa cacbua dọc theo ranh giới hạt, có thể gây ăn mòn giữa các hạt. Sau khi ủ dung dịch, quá trình làm nguội nhanh sẽ khóa các cacbua trở lại dung dịch, cải thiện đáng kể khả năng chống ăn mòn và làm cho thép dễ gia công hơn do tăng độ dẻo và giảm độ cứng.
Quy trình này được áp dụng rộng rãi trong các ngành công nghiệp yêu cầu hợp kim hiệu suất cao với cấu trúc vi mô đồng nhất và tính chất ăn mòn và cơ học vượt trội, chẳng hạn như xử lý hóa chất, ô tô, hàng không vũ trụ và sản xuất thiết bị y tế.
Tóm lại, ủ dung dịch là một phương pháp xử lý nhiệt chính xác giúp hòa tan kết tủa và đồng nhất các nguyên tố hợp kim trong kim loại, rất quan trọng để cải thiện khả năng chống ăn mòn, hiệu suất cơ học và chuẩn bị kim loại để xử lý tăng cường hơn nữa.
✅️ Thuật ngữ “👉Cấu trúc vi mô nhạy cảm👈” thường dùng để chỉ một trạng thái cụ thể trong thép không gỉ, khi đó crom cacbua kết tủa tại ranh giới hạt, dẫn đến sự suy giảm crom xung quanh các vùng ranh giới hạt và khiến thép dễ bị ăn mòn giữa các hạt hơn. Ảnh quang học của cấu trúc vi mô nhạy cảm thường cho thấy các rãnh đen dày xung quanh các hạt austenit (như trong hình bên dưới)
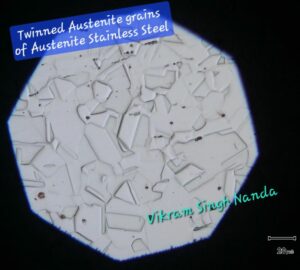
✅️ Thuật ngữ 👉”Cấu trúc vi mô ủ dung dịch”👈 dùng để chỉ cấu trúc vi mô thép không gỉ đã được xử lý nhiệt dung dịch. Quá trình này bao gồm việc nung thép không gỉ đến nhiệt độ mà các thành phần của nó hòa tan trở lại thành dung dịch rắn, sau đó làm nguội nhanh (tôi). Quy trình này được sử dụng để đạt được cấu trúc vi mô song song/bậc đồng nhất (cụ thể là trong thép không gỉ austenit như thể hiện trong hình bên dưới) và tránh sự kết tủa của các pha thứ cấp như cacbua.
♥️🤛Các bước ủ dung dịch 🤜❤️
1) ●Nung nóng● –> Vật liệu được nung nóng đến nhiệt độ cao, thường trong khoảng từ 1000°C đến 1100°C, tại đó các thành phần của nó (chẳng hạn như cacbua) hòa tan trở lại thành dung dịch rắn.
2) ●Giữ nóng● –> Vật liệu được giữ ở nhiệt độ cao này đủ lâu để cho phép cacbua và các kết tủa thứ cấp khác hòa tan hoàn toàn.
3) ●Làm nguội● –> Sau đó, vật liệu được làm nguội nhanh, thường bằng cách làm nguội trong nước, để giữ lại các thành phần hòa tan trong dung dịch rắn quá bão hòa.
Mục đích chính của quy trình ủ dung dịch là tạo ra cấu trúc vi mô austenit đồng nhất bằng cách hòa tan các pha kết tủa và ngăn chặn sự tái định hình của chúng. Các hạt thường có cấu trúc cân bằng (có kích thước gần như bằng nhau theo mọi hướng).
💎Điều này chủ yếu mang lại 3 lợi ích sau💎
■■ Cải thiện khả năng chống ăn mòn:
Ủ dung dịch giảm thiểu nguy cơ ăn mòn giữa các hạt, đặc biệt là ở thép không gỉ.
■■ Tăng cường độ dẻo và độ dai:
Quy trình ủ dung dịch loại bỏ ứng suất bên trong và khôi phục độ dẻo và độ dai của vật liệu.
■■ Tính chất đồng nhất:
Ủ dung dịch đảm bảo sự phân bố đồng đều các nguyên tố hợp kim trong toàn bộ vật liệu, dẫn đến các tính chất cơ học nhất quán.
việc làm hàn, ngành công nghiệp hàn, đào tạo hàn, mẹo hàn, công nghệ hàn, đặc tính vật liệu, nghiên cứu vật liệu, chế tạo thép không gỉ, ngành công nghiệp thép, ống thép không gỉ, dây hàn, nghề nghiệp dầu khí, luyện kim, xử lý nhiệt, xây dựng thép, nhà máy thép, sản phẩm thép, aws, api, asme, astm
Hàn hạt nhiệt độ (TBW) của Dzevad Hadzihafizovic – SSRN
Khoa học
[PDF] HÀN HẠT NHIỆT CỦA THÉP S420G2 + M TRONG NƯỚC …
Hàn temper bead (TBW) là một kỹ thuật hàn chuyên dụng chủ yếu được sử dụng cho thép cacbon, thép hợp kim thấp và thép hợp kim khi những vật liệu này được thiết kế để sử dụng trong điều kiện hàn hoặc khi xử lý nhiệt sau hàn (PWHT) là không thực tế hoặc không thể. TBW đã chính thức được áp dụng vào Bộ luật nồi hơi và bình áp lực ASME, Phần IX, trong ấn bản năm 2004, cung cấp các quy tắc cụ thể để đủ điều kiện và thực hiện phương pháp hàn này (ASME Phần IX, QW-290)123.
Theo ASME Phần IX – QG-109, hàn hạt nhiệt độ được định nghĩa là:
“Một hạt hàn được đặt tại một vị trí cụ thể trong hoặc trên bề mặt của mối hàn với mục đích ảnh hưởng đến các đặc tính luyện kim của vùng ảnh hưởng nhiệt (HAZ) hoặc kim loại hàn đã lắng đọng trước đó.”
Hạt có thể được đặt phía trên, bằng phẳng với hoặc bên dưới bề mặt kim loại cơ bản và có thể hoặc không được tháo ra sau khi hàn1.
Mục đích chính của TBW là làm tôi vùng ảnh hưởng nhiệt (HAZ) của mối hàn mà không yêu cầu PWHT. Điều này đạt được bằng cách lắng đọng các hạt hàn tiếp theo với kích thước và vị trí được kiểm soát, làm nóng lại và làm tôi kim loại hàn và HAZ đã lắng đọng trước đó, dẫn đến cấu trúc vi mô tinh tế với độ cứng thấp hơn và độ dẻo dai được cải thiện. Quá trình ủ cục bộ này làm giảm ứng suất dư, tinh chế các hạt thô và cải thiện các tính chất cơ học như độ bền và khả năng chống va đập ở nhiệt độ thấp1256.
Nguyên lý luyện kim đằng sau TBW là ủ các pha martensitic hoặc cứng được hình thành trong HAZ trong quá trình hàn. Tốc độ làm mát cao trong hàn thường tạo ra martensit cứng và giòn trong thép cacbon và hợp kim thấp. Nhiệt đầu vào từ các hạt ủ tiếp theo làm nóng lại các vùng này đến nhiệt độ cao hơn nhiệt độ biến đổi (AC1), cho phép martensit biến đổi thành martensit tôi luyện, có độ cứng thấp hơn và độ dẻo cao hơn6.
TBW đặc biệt hữu ích trong các tình huống PWHT không thực tế do lý do kỹ thuật hoặc kinh tế, chẳng hạn như sửa chữa tại chỗ các bình chịu áp lực, đường ống, máy bơm, van và đường ống trong các nhà máy phát điện156.
Nó được áp dụng rộng rãi trong các phần dày, nơi PWHT khó khăn.
TBW giúp tránh nứt nguội bằng cách giảm độ cứng HAZ và ứng suất dư.
Nó cải thiện khả năng hàn và tính chất cơ học mà không cần các quy trình xử lý nhiệt đắt tiền.
Kỹ thuật này cũng có lợi trong điều kiện hàn ướt dưới nước đối với thép cường độ cao, nơi nó làm giảm độ cứng và tính nhạy cảm với vết nứt47.
TBW là một phương pháp hàn nhiều lần trong đó các hạt hàn được lắng đọng theo trình tự và kích thước được kiểm soát. Mã ASME Phần IX quy định rằng độ chồng chéo giữa các hạt phải từ 25% đến 75% để đảm bảo ủ hiệu quả1. Thợ hàn phải kiểm soát cẩn thận kích thước hạt, vị trí, nhiệt đầu vào, thông số hàn và góc điện cực để đạt được hiệu quả luyện kim và tính chất cơ học mong muốn145.
Một số kỹ thuật temper bead tồn tại, bao gồm:
Kỹ thuật Half Bead
Kỹ thuật lớp nhất quán
Kỹ thuật Temper Bead thay thế
Kỹ thuật lắng đọng có kiểm soát
Kỹ thuật Weld Toe Temper
Mỗi kỹ thuật được lựa chọn dựa trên các yêu cầu sửa chữa hoặc chế tạo và kết quả luyện kim mong muốn5.
Hàn temper bead (TBW) là một kỹ thuật hàn nhiều lần có kiểm soát được thiết kế để cải thiện tính chất luyện kim và cơ học của mối hàn, đặc biệt là trong thép cacbon và hợp kim thấp, bằng cách ủ vùng ảnh hưởng nhiệt thông qua đầu vào nhiệt của hạt hàn tiếp theo. Nó được hệ thống hóa trong ASME Phần IX và được sử dụng rộng rãi khi xử lý nhiệt sau mối hàn là không thực tế, cung cấp một giải pháp thay thế đáng tin cậy và tiết kiệm chi phí cho PWHT với những lợi ích bao gồm giảm độ cứng, cấu trúc hạt tinh chế, cải thiện độ dẻo dai và độ bền12356.
Giải thích này dựa trên các nguồn kỹ thuật chi tiết bao gồm giải thích mã ASME, nghiên cứu luyện kim và các ứng dụng thực tế của TBW trong các môi trường khác nhau1234567.
🔥 Làm chủ hàn temper bead: Một kỹ thuật kỳ diệu trong sửa chữa thiết bị quan trọng🔥
Trong môi trường áp suất cao, nhiệt độ cao — như nhà máy điện, nhà máy lọc dầu và cơ sở hóa dầu — tính toàn vẹn của mối hàn là tất cả. Đó là lúc hàn temper (TBW) xuất hiện như một giải pháp thay thế thông minh, đáng tin cậy cho Xử lý nhiệt sau hàn (PWHT) khi không khả thi hoặc có thể làm giảm các đặc tính của vật liệu.
📌 Hàn temper bead là gì?
Một kỹ thuật hàn được kiểm soát trong đó chu kỳ nhiệt của từng hạt cố ý làm tôi mối hàn đã lắng đọng trước đó hoặc Vùng ảnh hưởng nhiệt (HAZ), cải thiện độ dẻo dai, giảm độ cứng và giảm ứng suất dư — tất cả đều không cần gia nhiệt bên ngoài.
📊 Tại sao nó quan trọng:
• PWHT không phải lúc nào cũng là một lựa chọn (đặc biệt là đối với thép hợp kim siêu nhỏ hiện đại).
• TBW rất cần thiết cho việc sửa chữa tại chỗ, phục hồi bình chịu áp suất và hệ thống đường ống quan trọng.
• Được ASME Mục IX công nhận và đủ điều kiện.
🧪 Lợi ích về luyện kim:
• Tinh chỉnh cấu trúc hạt trong HAZ.
• Giảm nguy cơ nứt nguội bằng cách tôi luyện các cấu trúc martensitic.
• Tăng cường độ bền va đập ở các khu vực hàn.
🔍 Các yếu tố thành công chính:
• Kiểm soát đầu vào nhiệt (thông qua ampe, vôn, tốc độ di chuyển hoặc chiều dài lớp phủ).
• Chồng chéo chiến lược các hạt liên tiếp (thường là 30–70%).
• Vị trí chính xác của “hạt tôi luyện bề mặt” để xử lý các vùng chưa tôi luyện.
💡 Dùng cho:
• Hợp kim Cr cao (P91, P22)
• Sửa chữa mối hàn thép có thể tôi
• Các mối nối quan trọng trong nồi hơi, lò phản ứng, đường ống
📘 Rất khuyến khích đọc:
👉 “Exploring Temper Bead Welding” của Walter J. Sperko, P.E. — một ấn phẩm phải đọc giúp đơn giản hóa sự phức tạp của TBW thành những hiểu biết có thể hành động được cho các kỹ sư hiện trường và chuyên gia kiểm tra.
Hàn Temper bead, Kỹ thuật hàn, ASME, Tính toàn vẹn của mối hàn, Phương án thay thế PWHT, Bình chịu áp lực, Ngăn ngừa ăn mòn, Vấn đề luyện kim, QAQC, Sửa chữa hàn, Đổi mới hàn, Công nghệ hàn, Kỹ thuật Sperko, Kiểm tra xuất sắc
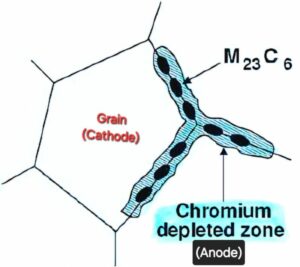




✅️ Thuật ngữ “👉Cấu trúc vi mô nhạy cảm👈” thường dùng để chỉ một trạng thái cụ thể trong thép không gỉ, khi đó crom cacbua kết tủa tại ranh giới hạt, dẫn đến sự suy giảm crom xung quanh các vùng ranh giới hạt và khiến thép dễ bị ăn mòn giữa các hạt hơn. Ảnh quang học của cấu trúc vi mô nhạy cảm thường cho thấy các rãnh đen dày xung quanh các hạt austenit (như trong hình bên dưới)
✅️ Thuật ngữ 👉”Cấu trúc vi mô ủ dung dịch”👈 dùng để chỉ cấu trúc vi mô thép không gỉ đã được xử lý nhiệt dung dịch. Quá trình này bao gồm việc nung thép không gỉ đến nhiệt độ mà các thành phần của nó hòa tan trở lại thành dung dịch rắn, sau đó làm nguội nhanh (tôi). Quy trình này được sử dụng để đạt được cấu trúc vi mô song song/bậc đồng nhất (cụ thể là trong thép không gỉ austenit như thể hiện trong hình bên dưới) và tránh sự kết tủa của các pha thứ cấp như cacbua.
♥️🤛Các bước ủ dung dịch 🤜❤️
1) ●Nung nóng● –> Vật liệu được nung nóng đến nhiệt độ cao, thường trong khoảng từ 1000°C đến 1100°C, tại đó các thành phần của nó (chẳng hạn như cacbua) hòa tan trở lại thành dung dịch rắn.
2) ●Giữ nóng● –> Vật liệu được giữ ở nhiệt độ cao này đủ lâu để cho phép cacbua và các kết tủa thứ cấp khác hòa tan hoàn toàn.
3) ●Làm nguội● –> Sau đó, vật liệu được làm nguội nhanh, thường bằng cách làm nguội trong nước, để giữ lại các thành phần hòa tan trong dung dịch rắn quá bão hòa.
Mục đích chính của quy trình ủ dung dịch là tạo ra cấu trúc vi mô austenit đồng nhất bằng cách hòa tan các pha kết tủa và ngăn chặn sự tái định hình của chúng. Các hạt thường có cấu trúc cân bằng (có kích thước gần như bằng nhau theo mọi hướng).
💎Điều này chủ yếu mang lại 3 lợi ích sau💎
■■ Cải thiện khả năng chống ăn mòn:
Ủ dung dịch giảm thiểu nguy cơ ăn mòn giữa các hạt, đặc biệt là ở thép không gỉ.
■■ Tăng cường độ dẻo và độ dai:
Quy trình ủ dung dịch loại bỏ ứng suất bên trong và khôi phục độ dẻo và độ dai của vật liệu.
■■ Tính chất đồng nhất:
Ủ dung dịch đảm bảo sự phân bố đồng đều các nguyên tố hợp kim trong toàn bộ vật liệu, dẫn đến các tính chất cơ học nhất quán.
#weldingjobs #weldingindustry #weldingtraining #weldingtips #weldingtechnology #materialcharacterization #materialsresearch #stainlesssteelfabrication #steelindustry #stainlesssteelpipes #weldingwire #oilandgascareers #metallurgie #heattreatment #steelconstruction #steelmill #steelproducts #aws #api #asme #astm