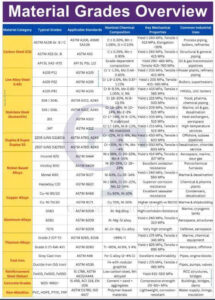
Các vị trí hàn cho tấm và ống
Các vị trí hàn tiêu chuẩn cho tấm và ống tuân theo các mã như trong ASME Phần IX, phân biệt giữa mối hàn rãnh (G) và phi lê (F), cũng như liệu đường ống có thể quay hay không.
Vị trí tấm
Hàn tấm sử dụng bốn vị trí chính cho cả mối hàn rãnh và phi lê, được định hướng tương đối với trọng lực.
| Mã | Mô tả | Kiểu |
|---|---|---|
| 1G/1F | Phẳng: Mặt hàn nằm ngang, hàn từ trên cao. Vị trí dễ dàng nhất. | Rãnh / Phi lê |
| 2G / 2F | Ngang: Trục hàn nằm ngang trên tấm dọc. | Rãnh / Phi lê |
| 3G/3F | Dọc: Trục hàn thẳng đứng trên tấm dọc, tiến trình lên hoặc xuống. | Rãnh / Phi lê |
| 4G / 4F | Trên cao: Mặt hàn nằm ngang bên dưới tấm. Khó nhất đối với tấm. | Rãnh / Phi lê |
Vị trí đường ống
Vị trí ống tính đến các thiết lập quay (cuộn) hoặc cố định, chủ yếu cho mối hàn rãnh (G); Các biến thể phi lê tồn tại nhưng ít phổ biến hơn.
| Mã | Mô tả | Tính năng chính |
|---|---|---|
| 1G | Cuộn phẳng / ngang: Ống ngang, quay dưới thợ hàn. | Có thể xoay |
| 2G | Cố định ngang: Ống dọc, cố định; hàn ngang. | Cố định |
| 5G | Cố định ngang: Ống ngang, cố định; yêu cầu hàn phẳng, thẳng đứng, trên cao. | Cố định, nhiều hướng |
| 6G | Nghiêng cố định: Ống ở góc 45 °, cố định; khó nhất, kiểm tra tất cả các vị trí. | Cố định, 45 ° |
Đủ điều kiện ở các vị trí cao hơn (ví dụ: tấm 3G) thường bao gồm những vị trí dễ dàng hơn như 1G.
(St.)
Chia sẻ









🔧 Các vị trí hàn cho tấm và ống – Giải thích đơn giản
Hiểu các vị trí hàn là điều cơ bản để chứng nhận thợ hàn, phát triển WPS/WPQR, kiểm tra và kiểm soát chất lượng.
Mỗi vị trí xác định hướng của mối nối và mức độ kỹ năng cần thiết để thực hiện một mối hàn tốt.
🔹 CÁC VỊ TRÍ HÀN TẤM THÉP
(F = Hàn góc | G = Hàn rãnh)
1F – Hàn góc phẳng
• Tấm thép nằm phẳng
• Vị trí hàn góc dễ nhất
• Dòng chảy kim loại hàn trơn tru nhờ trọng lực
2F – Hàn góc ngang
• Tấm thép đặt thẳng đứng
• Mối hàn được đặt theo chiều ngang
• Cần kiểm soát để tránh mối hàn bị võng
3F – Hàn góc đứng
• Mối hàn được thực hiện theo chiều dọc (lên hoặc xuống)
• Thường gặp trong công việc kết cấu và chế tạo
4F – Hàn góc trên
• Hàn được thực hiện từ bên dưới mối nối
• Kim loại nóng chảy có xu hướng rơi xuống
• Yêu cầu kỹ năng và khả năng kiểm soát cao
1G – Hàn rãnh phẳng
• Tấm thép đặt phẳng
• Mối hàn rãnh được đặt từ trên xuống
• Vị trí hàn rãnh dễ nhất
2G – Hàn rãnh ngang
• Tấm thép thẳng đứng, mối hàn nằm ngang
• Được sử dụng rộng rãi Được sử dụng trong các ứng dụng kết cấu
3G – Hàn rãnh dọc
• Hàn theo hướng thẳng đứng (lên/xuống)
• Cần thiết cho bể chứa, nhà cửa và các công trình nặng
4G – Hàn rãnh trên cao
• Hàn rãnh trên cao
• Được sử dụng để chứng nhận trình độ thợ hàn nâng cao
🔹 CÁC VỊ TRÍ HÀN ỐNG
2G – Ống cố định (Hàn ngang)
• Trục ống thẳng đứng
• Hàn theo chiều ngang
• Phổ biến trong các xưởng chế tạo và cuộn ống
5G – Ống cố định (Trục dọc)
• Trục ống nằm ngang
• Không xoay ống
• Thợ hàn di chuyển xung quanh ống
• Yêu cầu kỹ thuật hàn thẳng đứng lên hoặc thẳng đứng xuống
6G – Ống cố định ở góc 45°
• Ống nghiêng ở góc 45°, không xoay
• Kết hợp hàn phẳng, ngang, dọc và trên cao
• Một trong những chứng chỉ thợ hàn được đánh giá cao nhất
• Được sử dụng rộng rãi trong ngành dầu khí & Khí đốt, đường ống và bình chịu áp lực
6GR – Vị trí 6G hạn chế tiếp cận
• Vị trí 6G với vòng hoặc tấm hạn chế
• Mô phỏng các hạn chế thực tế tại công trường
• Trình độ chuyên môn cao nhất của thợ hàn
#WeldingEngineering #WeldingPositions #WPS #WPQR #WelderQualification #QualityControl #Inspection #OilAndGas #StructuralWelding #EngineeringSolutions
Kỹ thuật hàn, Vị trí hàn, WPS, WPQR, Chứng chỉ thợ hàn, Kiểm soát chất lượng, Kiểm tra, Dầu khí, Hàn kết cấu, Giải pháp kỹ thuật