Gemba Walk là một phương pháp quản lý tinh gọn, nơi các nhà lãnh đạo đến nơi làm việc thực tế – “Gemba”, có nghĩa là “nơi thực sự” trong tiếng Nhật – để quan sát trực tiếp các quy trình.
Mục đích cốt lõi
Nó tập trung vào việc hiểu cách giá trị được tạo ra bằng cách tương tác trực tiếp với nhân viên tuyến đầu, phát hiện lãng phí và xác định các cải tiến, thay vì dựa vào báo cáo. Bắt nguồn từ Taiichi Ohno trong Hệ thống sản xuất Toyota, nó nhấn mạnh “đi và xem” hơn là các giả định.
Các bước chính
-
Chuẩn bị mục đích: Xác định chủ đề rõ ràng, chẳng hạn như giảm lỗi hoặc cải thiện quy trình và tạo danh sách kiểm tra.
-
Đi đến nguồn: Ghé thăm sàn nhà máy, văn phòng hoặc khu vực dịch vụ trong quá trình hoạt động bình thường.
-
Quan sát và tham gia: Theo dõi các quy trình, đặt câu hỏi mở một cách tôn trọng và lắng nghe nhiều hơn là nói — tập trung vào quy trình chứ không phải con người.
-
Theo dõi: Ghi lại các phát hiện, động não giải pháp với nhóm và hành động dựa trên thông tin chi tiết.
Lợi ích
Gemba Walks thường xuyên xây dựng lòng tin, trao quyền cho nhân viên và thúc đẩy cải tiến liên tục trong các ngành như sản xuất, chăm sóc sức khỏe hoặc phần mềm. Các phiên thường kéo dài từ 30 phút đến vài giờ.
Chia sẻ










Nếu thực hiện đúng cách, chúng sẽ thay đổi:
🎯 Cách chúng ta nhìn nhận vấn đề
🎯 Cách các nhóm nhìn nhận sự lãnh đạo
🎯 Tốc độ chúng ta biến vấn đề thành cải tiến
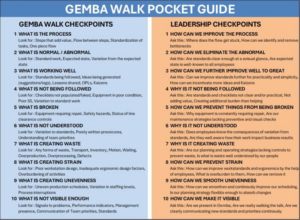
Khi đi bộ tại Gemba, chúng ta nên cố gắng nhìn xa hơn câu hỏi “Mọi thứ có ổn không?” và tập trung vào 10 góc nhìn mạnh mẽ:
1️⃣ Quy trình là gì?
2️⃣ Điều gì là bình thường so với bất thường?
3️⃣ Điều gì đang hoạt động tốt?
4️⃣ Điều gì không hoạt động tốt?
5️⃣ Điều gì bị hỏng?
6️⃣ Điều gì chưa được hiểu?
7️⃣ Điều gì đang tạo ra sự lãng phí?
8️⃣ Điều gì đang tạo ra sự căng thẳng? 9️⃣ Điều gì đang tạo ra sự không đồng đều?
🔟 Điều gì chưa đủ rõ ràng?
Nhưng Gemba không chỉ là về những gì chúng ta nhìn thấy: Nó còn là về cách chúng ta lãnh đạo. Đó là lý do tại sao chúng ta cũng nên sử dụng một bộ lăng kính lãnh đạo song song để hướng dẫn cuộc trò chuyện:
1️⃣ Làm thế nào chúng ta có thể cải thiện quy trình?
2️⃣ Làm thế nào chúng ta có thể loại bỏ những điều bất thường?
3️⃣ Làm thế nào chúng ta có thể nâng tầm tốt lên xuất sắc?
4️⃣ Tại sao tiêu chuẩn không được tuân thủ?
5️⃣ Làm thế nào chúng ta có thể ngăn ngừa những điều bị hỏng?
6️⃣ Tại sao nó không được hiểu?
7️⃣ Tại sao nó tạo ra sự lãng phí?
8️⃣ Làm thế nào chúng ta có thể ngăn ngừa căng thẳng?
9️⃣ Làm thế nào chúng ta có thể làm giảm sự không đồng đều?
🔟 Làm thế nào chúng ta có thể làm cho nó rõ ràng?
Một chuyến đi Gemba hiệu quả cần tuân thủ ít nhất sáu quy tắc:
✅ Đi với sự tò mò, không phải với một danh sách kiểm tra
✅ Lắng nghe nhiều hơn nói
✅ Hỏi “Điều gì khiến công việc của bạn khó khăn hôm nay?” và thực sự chờ đợi câu trả lời
✅ Thay vì hỏi tại sao chúng ta không đạt được mục tiêu: hãy hỏi “điều gì ngăn cản chúng ta đạt được mục tiêu?”
✅ Luôn để lại dấu vết của hành động
✅ Kết nối những gì bạn thấy với sự lãnh đạo của bạn
Không có gì phá hủy Gemba nhanh hơn những người lãnh đạo chỉ đi, gật đầu, chụp ảnh và không thay đổi gì. Hãy chuyển đổi ít nhất một quan sát thành một hành động rõ ràng, người chịu trách nhiệm và ngày tháng, đồng thời theo dõi một cách rõ ràng.
https://lnkd.in/gzDH2_b4